# Texmate
BABA Compliant. Built to Last. Quick delivery.
Founded in 1976, Texmate designs, manufactures and distributes a wide range of intelligent, high quality, made-in-the-USA, IoT-ready, UL certified and CE/RoHS compliant panel and DIN rail mount indicators, bargraphs, process controllers, and micro OITs for fifty years.
## Product Catalog
### I-Series Meters
BDD-652: Magnetostrictive Start/Stop Controller
Case: 144x36mm 9/64 DIN (9/64)
Compatible modules: AIC, AIV, IA07, IA12, ISM1, OR12, OR34, OR81, OR91, S2, S4, S5, S6, S8, S9
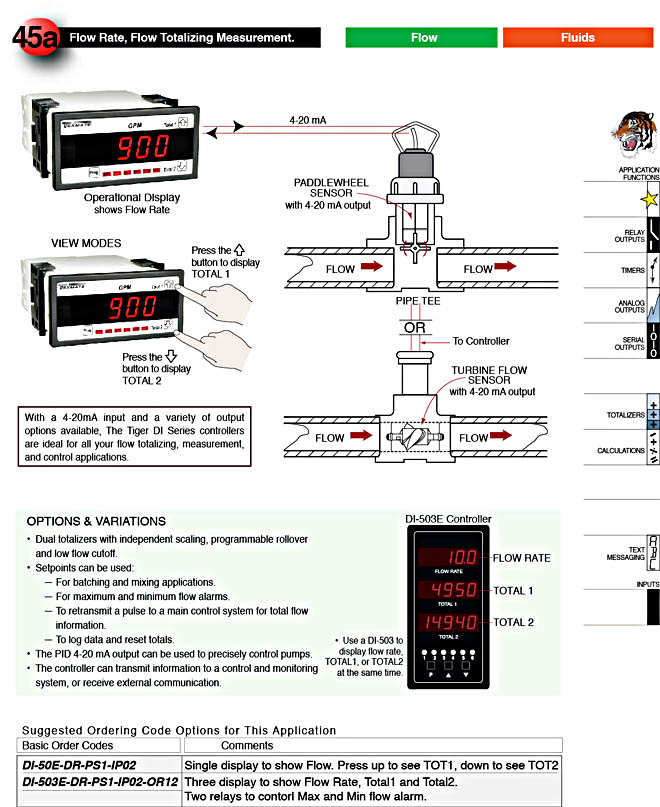
DI-50-FLOW: Flow / Rate Totalizer
Price: $464, Case: 96x48mm 1/8 DIN (1/8), Depth: 117mm
Compatible modules: ADC, ADV, AIC, AIV, IA07, IA12, IF10, IP02, IX00, OR12, OR14, OR23, OR25, OR32, OR34, OR46, OR54, OR62, OR65, OR72, OR81, OR82, OR91, S1, S2, S4, S8
DI-50-MAS1: Manual Auto Station with Bumpless Transfer 1 setpoint, 96x48mm, 5 Digit, 96x48mm (3.78"x1.89"), Depth behind bezel: 117mm (4.61")Custom Meter Program #: CMP-00079
Price: $769, Case: 96x48mm 1/8 DIN (1/8), Depth: 117mm
Compatible modules: AIC, AIV, AIY, IA07, IA12, ID01, IF10, IP01, IP02, S1
DI-50-MAS2: Manual Auto Station with Bumpless Transfer 2 setpoints, 96x48mm, 5 Digit, 96x48mm (3.78"x1.89"), Depth behind bezel: 117mm (4.61")Custom Meter Program #: CMP-00193
Price: $769, Case: 96x48mm 1/8 DIN (1/8), Depth: 117mm
Compatible modules: ADC, ADV, AIC, AIV, AIY, IA07, IA12, ID01, IF10, IP01, IP02, OR12, S1, S6
DI-50-MS: DI-50 controller with easy-to-use manually adjusted analog 4-20mA or 0 to 10V output.Standard high voltage AC/DC power supply 85-265V AC or 95-370V DC.Optional low voltage AC/DC power supply 18-48V AC or 10-72V DC.No inputs are needed.Digital value shown on display is proportional to the scaled output and is adjusted directly through the front panel to ensure precise and repeatable operation.
Price: $514, Case: 96x48mm 1/8 DIN (1/8), Depth: 117mm
Compatible modules: AIC, AIV, AIY, S1
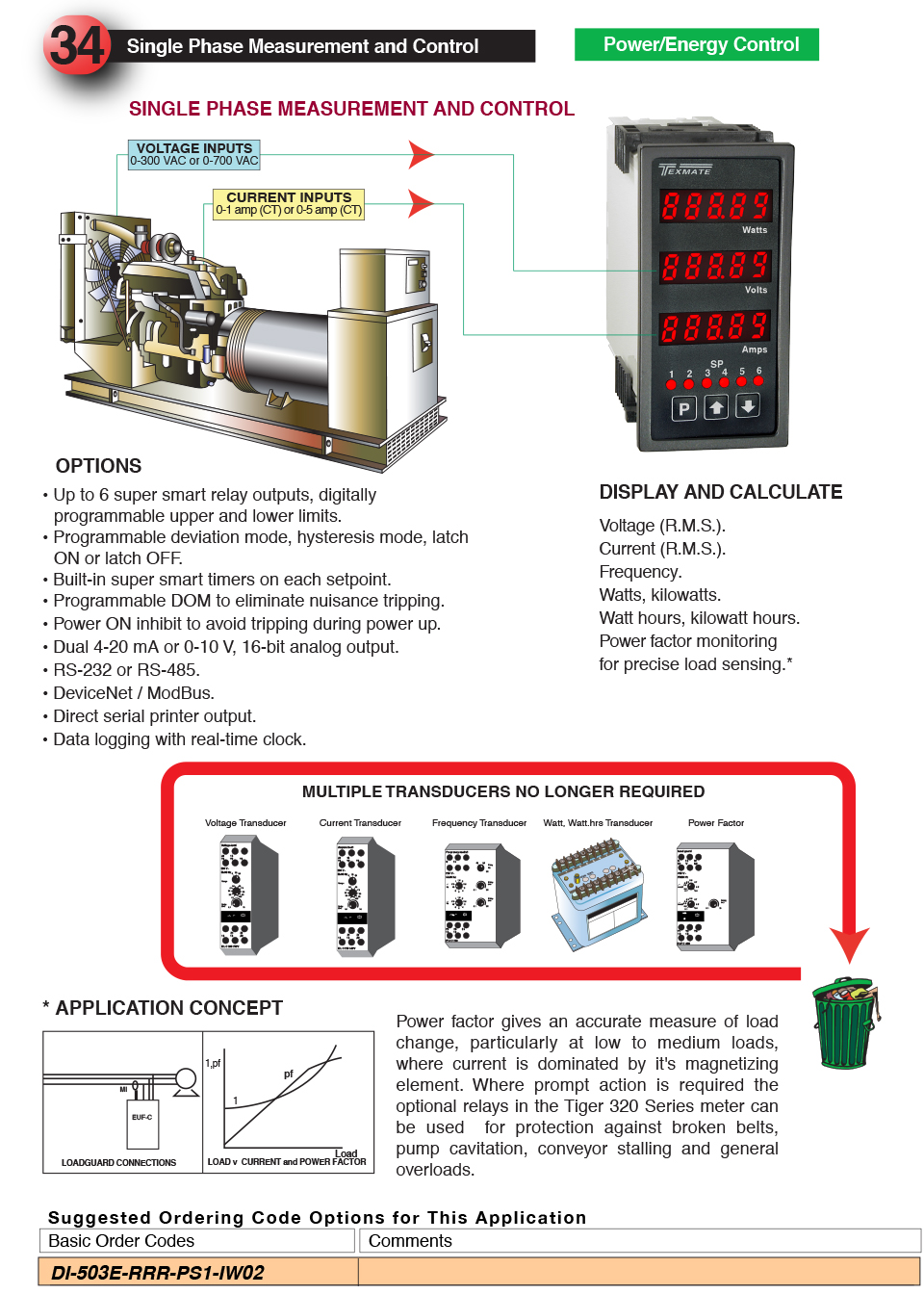
DI-50-POWER: DI-50-POWER is based on the powerful DI-50E meter IW04/05 Single Phase Power input module. This power meter controller can perform many common AC functions, including • Power for single-phase 2-wire and single-phase 3-wire systems. • RMS Voltage for both line-to-line and line-to-neutral systems. •RMS current 1 amp or 5 amp CTs. Power Factor (Cos ø). This controller also can convert kW to kW hrs and amps to amp hrs using its dual totalizers and resolve the zero crossing detector line frequency to 3 decimal places.DI-50-POWER has a 5-digit display and six programmable setpoints (with optional relay outputs). It is configured to display the value of Watts and Volts, Amps, and Hertz by pressing the up arrow or down arrow button. More custom functions can also be programmed into the display. Setpoints and relays can be used to alarm the user and/or trigger other equipment when certain values have been reached or exceeded. Size: ⅛ DIN 96x48mm (3.78"x1.89"), Depth behind bezel: 117mm (4.61").
Price: $476, Case: 96x48mm 1/8 DIN (1/8), Depth: 117mm
Compatible modules: ADC, ADV, AIC, AIV, IA07, IA12, IW04, IW05, IX00, OR12, OR14, OR23, OR25, OR32, OR34, OR46, OR54, OR62, OR65, OR72, OR81, OR82, OR91, S1, S2, S3, S4, S5, S6, S8, S9
DI-503-POWER: A powerful, intelligent, 5-digit, 3-display, 96x48mm (3.78"x1.89"), Depth behind bezel: 117mm (4.61"), Programmable Meter Controller (PMC)
Price: $576, Case: 96x48mm 1/8 DIN (1/8), Depth: 117mm
Compatible modules: ADC, ADV, AIC, AIV, IA07, IA12, IW04, IW05, IX00, OR12, OR14, OR23, OR25, OR32, OR34, OR46, OR54, OR62, OR65, OR72, OR81, OR82, OR91, S1, S2, S3, S4, S5, S6, S8, S9
DI-503E: 96x48mm, Tiger, 5 Digit x 3 displays, 96x48mm (3.78"x1.89"), Depth behind bezel: 117mm (4.61"), E Version
Price: $489, Case: 96x48mm 1/8 DIN (1/8), Depth: 117mm
Compatible modules: ADC, ADV, AIC, AIV, IA05, IA06, IA07, IA08, IA09, IA11, IA12, IA3V, IC02, IC03, ID01, ID02, ID03, ID04, ID05, ID06, ID07, ID08, ID09, IDC1, IDD1, IDD2, IDD3, IDD4, IDD5, IDD6, IDF2, IDP1, IDP2, IDP3, IDS3, IDT1, IDT2, IDT3, IDT4, IDT6, IF06, IF10, IGYX, IGYY, IGYZ, IH01, IH02, IP01, IP02, IP03, IP06, IP07, IP08, IP09, IP10, IQD1, IQD2, IQP1, IQT2, IQT4, IQT5, IR01, IR03, IS01, IS02, IS03, IS04, IS05, IS06, ISD1, ISD2, ISD3, ISD4, ISD5, ISD6, ISD7, ISD8, ISD9, ISDA, ISDB, ISL1, ISL2, ISR1, ISR2, ISR3, ISR4, ISS1, ISS2, ISS3, ISS4, ISS5, ISS6, ISS7, ISS8, ISS9, ISSA, ISSB, ISSC, ISSD, IST1, IST2, IST3, IST4, IST5, IST6, IST7, IST8, IT01, IT02, IT12, IT13, ITD1, ITD2, ITP1, ITT1, ITT3, ITT4, ITT7, ITT8, ITTC, ITTE, ITTF, ITTG, IW03, IW04, IW05, IX00, OR12, OR14, OR23, OR25, OR32, OR34, OR46, OR54, OR62, OR65, OR72, OR81, OR82, OR91, S1, S2, S3, S4, S5, S6, S8, S9
DI-503MAS: Triple Display Bumpless Auto Manual StationThe station receives a 4 to 20mA input signal and provides an automatic and manual analog control output of an isolated 4 to 20mA signal to PLCs, process controllers, speed controllers, and actuated devices. 96x48mm, 5 Digit, 96x48mm (3.78"x1.89"), Depth behind bezel: 117mm (4.61")Custom Meter Program #: CMP-00243
Price: $726, Case: 96x48mm 1/8 DIN (1/8), Depth: 117mm
Compatible modules: ADC, ADV, AIC, AIV, IA05, IA06, IA07, IA08, IA09, IA11, IA12, IA3V, IC02, IC03, ID01, ID02, ID03, ID04, ID05, ID06, ID07, ID08, ID09, IDC1, IDD1, IDD2, IDD3, IDD4, IDD5, IDD6, IDF2, IDP1, IDP2, IDP3, IDS3, IDT1, IDT2, IDT3, IDT4, IDT6, IF06, IF10, IGYX, IGYY, IGYZ, IH01, IH02, IP01, IP02, IP03, IP06, IP07, IP08, IP09, IP10, IQD1, IQD2, IQP1, IQT2, IQT4, IQT5, IR01, IR03, IS01, IS02, IS03, IS04, IS05, IS06, ISD1, ISD2, ISD3, ISD4, ISD5, ISD6, ISD7, ISD8, ISD9, ISDA, ISDB, ISL1, ISL2, ISM1, ISR1, ISR2, ISR3, ISR4, ISS1, ISS2, ISS3, ISS4, ISS5, ISS6, ISS7, ISS8, ISS9, ISSA, ISSB, ISSC, ISSD, IST1, IST2, IST3, IST4, IST5, IST6, IST7, IST8, IT01, IT02, IT12, IT13, ITD1, ITD2, ITP1, ITT1, ITT3, ITT4, ITT7, ITT8, ITTC, ITTE, ITTF, ITTG, IW03, IW04, IW05, IX00, OR12, OR14, OR23, OR25, OR32, OR34, OR46, OR54, OR62, OR65, OR72, OR81, OR82, OR91, S1, S2, S3, S4, S5, S6, S8, S9
DI-503T: 96x48mm, Tiger, 5 Digit x 3 displays, 96x48mm (3.78"x1.89"), Depth behind bezel: 117mm (4.61"), T Version
Price: $576, Case: 96x48mm 1/8 DIN (1/8), Depth: 117mm
Compatible modules: ADC, ADV, AIC, AIV, IA05, IA06, IA07, IA08, IA09, IA11, IA12, IA3V, IC02, IC03, ID01, ID02, ID03, ID04, ID05, ID06, ID07, ID08, ID09, IDC1, IDD1, IDD2, IDD3, IDD4, IDD5, IDD6, IDF2, IDP1, IDP2, IDP3, IDS3, IDT1, IDT2, IDT3, IDT4, IDT6, IF06, IF10, IGYX, IGYY, IGYZ, IH01, IH02, IP01, IP02, IP03, IP06, IP07, IP08, IP09, IP10, IQD1, IQD2, IQP1, IQT2, IQT4, IQT5, IR01, IR03, IS01, IS02, IS03, IS04, IS05, IS06, ISD1, ISD2, ISD3, ISD4, ISD5, ISD6, ISD7, ISD8, ISD9, ISDA, ISDB, ISL1, ISL2, ISM1, ISR1, ISR2, ISR3, ISR4, ISS1, ISS2, ISS3, ISS4, ISS5, ISS6, ISS7, ISS8, ISS9, ISSA, ISSB, ISSC, ISSD, IST1, IST2, IST3, IST4, IST5, IST6, IST7, IST8, IT01, IT02, IT12, IT13, ITD1, ITD2, ITP1, ITT1, ITT3, ITT4, ITT7, ITT8, ITTC, ITTE, ITTF, ITTG, IW03, IW04, IW05, IX00, OR12, OR14, OR23, OR25, OR32, OR34, OR46, OR54, OR62, OR65, OR72, OR81, OR82, OR91, S1, S2, S3, S4, S5, S6, S8, S9
DI-50E: The DI-50E and <a href="/meter/DI-50T">DI-50T</a> are Texmate's flagship line of programmable meter controllers, able to add mid-level automation functions without a full PLC, or as a retransmission/control point in a larger SCADA system. The DI-50E can take practically all input modules Texmate produces (see configurator for details) and can track six setpoints w/ extra special functions such as latching, deviation, hysteresis, tracking, register resets, etc., fire relays, retransmit and/or produce analog outputs, auto-zero, tare/calibrate/compensate through front push buttons, track peak and valley, and has an internal real time clock and data logging options. DI-50E meters can be configured by software through our Configuration Utility (free, see Downloads) and connect to your computer via our programming S1 module. All technical details are available through our manual. The E variant does not feature custom macro programming; if you'd like a macro installed or to develop your own, see the <a href="/meter/DI-50T">DI-50T</a>.
Price: $416, Case: 96x48mm 1/8 DIN (1/8), Depth: 117mm
Compatible modules: ADC, ADV, AIC, AIV, IA05, IA06, IA07, IA08, IA09, IA11, IA12, IA3V, IC02, IC03, ID01, ID02, ID03, ID04, ID05, ID06, ID07, ID08, ID09, IDC1, IDD1, IDD2, IDD3, IDD4, IDD5, IDD6, IDF2, IDP1, IDP2, IDP3, IDS3, IDT1, IDT2, IDT3, IDT4, IDT6, IF06, IF10, IGYX, IGYY, IGYZ, IH01, IH02, IP01, IP02, IP03, IP06, IP07, IP08, IP09, IP10, IQD1, IQD2, IQP1, IQT2, IQT4, IQT5, IR01, IR03, IS01, IS02, IS03, IS04, IS05, IS06, ISD1, ISD2, ISD3, ISD4, ISD5, ISD6, ISD7, ISD8, ISD9, ISDA, ISDB, ISL1, ISL2, ISR1, ISR2, ISR3, ISR4, ISS1, ISS2, ISS3, ISS4, ISS5, ISS6, ISS7, ISS8, ISS9, ISSA, ISSB, ISSC, ISSD, IST1, IST2, IST3, IST4, IST5, IST6, IST7, IST8, IT01, IT02, IT12, IT13, ITD1, ITD2, ITP1, ITT1, ITT3, ITT4, ITT7, ITT8, ITTC, ITTE, ITTF, ITTG, IW03, IW04, IW05, IX00, OR12, OR14, OR23, OR25, OR32, OR34, OR46, OR54, OR62, OR65, OR72, OR81, OR82, OR91, S1, S2, S3, S4, S5, S6, S8, S9
DI-50E-PROCESS: Programmable Meter Controller (PMC), 96x48mm (3.78"x1.89"), Depth behind bezel: 117mm (4.61"), 5 Digit,
Price: $418, Case: 96x48mm 1/8 DIN (1/8), Depth: 117mm
Compatible modules: ADC, ADV, AIC, AIV, IA07, IA12, ID01, ID05, IP01, IP02, IX00, OR12, OR14, OR23, OR25, OR32, OR34, OR46, OR54, OR62, OR65, OR72, OR81, OR82, OR91, S1, S2, S3, S4, S5, S6, S8, S9
DI-50EAN6: 96x48mm, Tiger, 5 Digit, 6 Annunciators, 96x48mm (3.78"x1.89"), Depth behind bezel: 117mm (4.61"), E Version
Price: $506, Case: 96x48mm 1/8 DIN (1/8), Depth: 117mm
Compatible modules: ADC, ADV, AIC, AIV, IA05, IA06, IA07, IA08, IA09, IA11, IA12, IA3V, IC02, IC03, ID01, ID02, ID03, ID04, ID05, ID06, ID07, ID08, ID09, IDC1, IDD1, IDD2, IDD3, IDD4, IDD5, IDD6, IDF2, IDP1, IDP2, IDP3, IDS3, IDT1, IDT2, IDT3, IDT4, IDT6, IF06, IF10, IGYX, IGYY, IGYZ, IH01, IH02, IP01, IP02, IP03, IP06, IP07, IP08, IP09, IP10, IQD1, IQD2, IQP1, IQT2, IQT4, IQT5, IR01, IR03, IS01, IS02, IS03, IS04, IS05, IS06, ISD1, ISD2, ISD3, ISD4, ISD5, ISD6, ISD7, ISD8, ISD9, ISDA, ISDB, ISL1, ISL2, ISR1, ISR2, ISR3, ISR4, ISS1, ISS2, ISS3, ISS4, ISS5, ISS6, ISS7, ISS8, ISS9, ISSA, ISSB, ISSC, ISSD, IST1, IST2, IST3, IST4, IST5, IST6, IST7, IST8, IT01, IT02, IT12, IT13, ITD1, ITD2, ITP1, ITT1, ITT3, ITT4, ITT7, ITT8, ITTC, ITTE, ITTF, ITTG, IW03, IW04, IW05, IX00, OR12, OR14, OR23, OR25, OR32, OR34, OR46, OR54, OR62, OR65, OR72, OR81, OR82, OR91, S1, S2, S3, S4, S5, S6, S8, S9
DI-50EB51: 96x48mm, Tiger, 5 Digit, 51 Segment bargraph, 96x48mm (3.78"x1.89"), Depth behind bezel: 117mm (4.61"), E Version
Price: $543, Case: 96x48mm 1/8 DIN (1/8), Depth: 117mm
Compatible modules: ADC, ADV, AIC, AIV, IA05, IA06, IA07, IA08, IA09, IA11, IA12, IA3V, IC02, IC03, ID01, ID02, ID03, ID04, ID05, ID06, ID07, ID08, ID09, IDC1, IDD1, IDD2, IDD3, IDD4, IDD5, IDD6, IDF2, IDP1, IDP2, IDP3, IDS3, IDT1, IDT2, IDT3, IDT4, IDT6, IF06, IF10, IGYX, IGYY, IGYZ, IH01, IH02, IP01, IP02, IP03, IP06, IP07, IP08, IP09, IP10, IQD1, IQD2, IQP1, IQT2, IQT4, IQT5, IR01, IR03, IS01, IS02, IS03, IS04, IS05, IS06, ISD1, ISD2, ISD3, ISD4, ISD5, ISD6, ISD7, ISD8, ISD9, ISDA, ISDB, ISL1, ISL2, ISR1, ISR2, ISR3, ISR4, ISS1, ISS2, ISS3, ISS4, ISS5, ISS6, ISS7, ISS8, ISS9, ISSA, ISSB, ISSC, ISSD, IST1, IST2, IST3, IST4, IST5, IST6, IST7, IST8, IT01, IT02, IT12, IT13, ITD1, ITD2, ITP1, ITT1, ITT3, ITT4, ITT7, ITT8, ITTC, ITTE, ITTF, ITTG, IW03, IW04, IW05, IX00, OR12, OR14, OR23, OR25, OR32, OR34, OR46, OR54, OR62, OR65, OR72, OR81, OR82, OR91, S1, S2, S3, S4, S5, S6, S8, S9
DI-50EB51H: Programmable Meter Controllers, 96x48mm (3.78"x1.89"), Depth behind bezel: 117mm (4.61"), Tiger, 5 Digit, 51 Segment bargraph, E Version
Price: $562, Case: 96x48mm 1/8 DIN (1/8), Depth: 117mm
Compatible modules: ADC, ADV, AIC, AIV, IA05, IA06, IA07, IA08, IA09, IA11, IA12, IA3V, IC02, IC03, ID01, ID02, ID03, ID04, ID05, ID06, ID07, ID08, ID09, IDC1, IDD1, IDD2, IDD3, IDD4, IDD5, IDD6, IDF2, IDP1, IDP2, IDP3, IDS3, IDT1, IDT2, IDT3, IDT4, IDT6, IF06, IF10, IGYX, IGYY, IGYZ, IH01, IH02, IP01, IP02, IP03, IP06, IP07, IP08, IP09, IP10, IQD1, IQD2, IQP1, IQT2, IQT4, IQT5, IR01, IR03, IS01, IS02, IS03, IS04, IS05, IS06, ISD1, ISD2, ISD3, ISD4, ISD5, ISD6, ISD7, ISD8, ISD9, ISDA, ISDB, ISL1, ISL2, ISR1, ISR2, ISR3, ISR4, ISS1, ISS2, ISS3, ISS4, ISS5, ISS6, ISS7, ISS8, ISS9, ISSA, ISSB, ISSC, ISSD, IST1, IST2, IST3, IST4, IST5, IST6, IST7, IST8, IT01, IT02, IT12, IT13, ITD1, ITD2, ITP1, ITT1, ITT3, ITT4, ITT7, ITT8, ITTC, ITTE, ITTF, ITTG, IW03, IW04, IW05, IX00, OR12, OR14, OR23, OR25, OR32, OR34, OR46, OR54, OR62, OR65, OR72, OR81, OR82, OR91, S1, S2, S3, S4, S5, S6, S8, S9
DI-50T: The DI-50T and <a href="/meter/DI-50E">DI-50E</a> are Texmate's flagship line of programmable meter controllers, able to add mid-level automation functions without a full PLC, or as a retransmission/control point in a larger SCADA system. The DI-50T can take practically all input modules Texmate produces (see configurator for details) and can track six setpoints w/ extra special functions such as latching, deviation, hysteresis, tracking, register resets, etc., fire relays, retransmit and/or produce analog outputs, auto-zero, tare/calibrate/compensate through front push buttons, track peak and valley, and has an internal real time clock and data logging options. DI-50T meters can be configured by software through our Configuration Utility (free, see Downloads) and connect to your computer via our programming S1 module. All technical details are available through our manual. The T variant features custom macro programming options; please contact us for details if you'd like more advanced automation or functionality.
Price: $519, Case: 96x48mm 1/8 DIN (1/8), Depth: 117mm
Compatible modules: ADC, ADV, AIC, AIV, IA05, IA06, IA07, IA08, IA09, IA11, IA12, IA3V, IC02, IC03, ID01, ID02, ID03, ID04, ID05, ID06, ID07, ID08, ID09, IDC1, IDD1, IDD2, IDD3, IDD4, IDD5, IDD6, IDF2, IDP1, IDP2, IDP3, IDS3, IDT1, IDT2, IDT3, IDT4, IDT6, IF06, IF10, IGYX, IGYY, IGYZ, IH01, IH02, IP01, IP02, IP03, IP06, IP07, IP08, IP09, IP10, IQD1, IQD2, IQP1, IQT2, IQT4, IQT5, IR01, IR03, IS01, IS02, IS03, IS04, IS05, IS06, ISD1, ISD2, ISD3, ISD4, ISD5, ISD6, ISD7, ISD8, ISD9, ISDA, ISDB, ISL1, ISL2, ISM1, ISR1, ISR2, ISR3, ISR4, ISS1, ISS2, ISS3, ISS4, ISS5, ISS6, ISS7, ISS8, ISS9, ISSA, ISSB, ISSC, ISSD, IST1, IST2, IST3, IST4, IST5, IST6, IST7, IST8, IT01, IT02, IT12, IT13, ITD1, ITD2, ITP1, ITT1, ITT3, ITT4, ITT7, ITT8, ITTC, ITTE, ITTF, ITTG, IW03, IW04, IW05, IX00, OR12, OR14, OR23, OR25, OR32, OR34, OR46, OR54, OR62, OR65, OR72, OR81, OR82, OR91, S1, S2, S3, S4, S5, S6, S8, S9
DI-50TAN6: 96x48mm, Tiger, 5 Digit, 96x48mm (3.78"x1.89"), Depth behind bezel: 117mm (4.61"), 6 Annunciators, T Version
Price: $616, Case: 96x48mm 1/8 DIN (1/8), Depth: 117mm
Compatible modules: ADC, ADV, AIC, AIV, IA05, IA06, IA07, IA08, IA09, IA11, IA12, IA3V, IC02, IC03, ID01, ID02, ID03, ID04, ID05, ID06, ID07, ID08, ID09, IDC1, IDD1, IDD2, IDD3, IDD4, IDD5, IDD6, IDF2, IDP1, IDP2, IDP3, IDS3, IDT1, IDT2, IDT3, IDT4, IDT6, IF06, IF10, IGYX, IGYY, IGYZ, IH01, IH02, IP01, IP02, IP03, IP06, IP07, IP08, IP09, IP10, IQD1, IQD2, IQP1, IQT2, IQT4, IQT5, IR01, IR03, IS01, IS02, IS03, IS04, IS05, IS06, ISD1, ISD2, ISD3, ISD4, ISD5, ISD6, ISD7, ISD8, ISD9, ISDA, ISDB, ISL1, ISL2, ISM1, ISR1, ISR2, ISR3, ISR4, ISS1, ISS2, ISS3, ISS4, ISS5, ISS6, ISS7, ISS8, ISS9, ISSA, ISSB, ISSC, ISSD, IST1, IST2, IST3, IST4, IST5, IST6, IST7, IST8, IT01, IT02, IT12, IT13, ITD1, ITD2, ITP1, ITT1, ITT3, ITT4, ITT7, ITT8, ITTC, ITTE, ITTF, ITTG, IW03, IW04, IW05, IX00, OR12, OR14, OR23, OR25, OR32, OR34, OR46, OR54, OR62, OR65, OR72, OR81, OR82, OR91, S1, S2, S3, S4, S5, S6, S8, S9
DI-50TB51: 96x48mm, Tiger, 5 Digit, 96x48mm (3.78"x1.89"), Depth behind bezel: 117mm (4.61"), 51 Segment Bargraph, T Version
Price: $567, Case: 96x48mm 1/8 DIN (1/8), Depth: 117mm
Compatible modules: ADC, ADV, AIC, AIV, IA05, IA06, IA07, IA08, IA09, IA11, IA12, IA3V, IC02, IC03, ID01, ID02, ID03, ID04, ID05, ID06, ID07, ID08, ID09, IDC1, IDD1, IDD2, IDD3, IDD4, IDD5, IDD6, IDF2, IDP1, IDP2, IDP3, IDS3, IDT1, IDT2, IDT3, IDT4, IDT6, IF06, IF10, IGYX, IGYY, IGYZ, IH01, IH02, IP01, IP02, IP03, IP06, IP07, IP08, IP09, IP10, IQD1, IQD2, IQP1, IQT2, IQT4, IQT5, IR01, IR03, IS01, IS02, IS03, IS04, IS05, IS06, ISD1, ISD2, ISD3, ISD4, ISD5, ISD6, ISD7, ISD8, ISD9, ISDA, ISDB, ISL1, ISL2, ISM1, ISR1, ISR2, ISR3, ISR4, ISS1, ISS2, ISS3, ISS4, ISS5, ISS6, ISS7, ISS8, ISS9, ISSA, ISSB, ISSC, ISSD, IST1, IST2, IST3, IST4, IST5, IST6, IST7, IST8, IT01, IT02, IT12, IT13, ITD1, ITD2, ITP1, ITT1, ITT3, ITT4, ITT7, ITT8, ITTC, ITTE, ITTF, ITTG, IW03, IW04, IW05, IX00, OR12, OR14, OR23, OR25, OR32, OR34, OR46, OR54, OR62, OR65, OR72, OR81, OR82, OR91, S1, S2, S3, S4, S5, S6, S8, S9
DI-50TB51H: Programmable Meter Controllers, 96x48mm (3.78"x1.89"), Depth behind bezel: 117mm (4.61"), Tiger, 5 Digit, 51 Segment Bargraph, T Version
Price: $607, Case: 96x48mm 1/8 DIN (1/8), Depth: 117mm
Compatible modules: ADC, ADV, AIC, AIV, IA05, IA06, IA07, IA08, IA09, IA11, IA12, IA3V, IC02, IC03, ID01, ID02, ID03, ID04, ID05, ID06, ID07, ID08, ID09, IDC1, IDD1, IDD2, IDD3, IDD4, IDD5, IDD6, IDF2, IDP1, IDP2, IDP3, IDS3, IDT1, IDT2, IDT3, IDT4, IDT6, IF06, IF10, IGYX, IGYY, IGYZ, IH01, IH02, IP01, IP02, IP03, IP06, IP07, IP08, IP09, IP10, IQD1, IQD2, IQP1, IQT2, IQT4, IQT5, IR01, IR03, IS01, IS02, IS03, IS04, IS05, IS06, ISD1, ISD2, ISD3, ISD4, ISD5, ISD6, ISD7, ISD8, ISD9, ISDA, ISDB, ISL1, ISL2, ISM1, ISR1, ISR2, ISR3, ISR4, ISS1, ISS2, ISS3, ISS4, ISS5, ISS6, ISS7, ISS8, ISS9, ISSA, ISSB, ISSC, ISSD, IST1, IST2, IST3, IST4, IST5, IST6, IST7, IST8, IT01, IT02, IT12, IT13, ITD1, ITD2, ITP1, ITT1, ITT3, ITT4, ITT7, ITT8, ITTC, ITTE, ITTF, ITTG, IW03, IW04, IW05, IX00, OR12, OR14, OR23, OR25, OR32, OR34, OR46, OR54, OR62, OR65, OR72, OR81, OR82, OR91, S1, S2, S3, S4, S5, S6, S8, S9
DI-602AE: 96x48mm (3.78"x1.89"), Depth behind bezel: 117mm (4.61"), 6 Digit x 2 Display, LED, E Version
Price: $652, Case: 96x48mm 1/8 DIN (1/8), Depth: 117mm
Compatible modules: ADC, ADV, AIC, AIV, IA05, IA06, IA07, IA08, IA09, IA11, IA12, IA3V, IC02, IC03, ID01, ID02, ID03, ID04, ID05, ID06, ID07, ID08, ID09, IDC1, IDD1, IDD2, IDD3, IDD4, IDD5, IDD6, IDF2, IDP1, IDP2, IDP3, IDS3, IDT1, IDT2, IDT3, IDT4, IDT6, IF06, IF10, IGYX, IGYY, IGYZ, IH01, IH02, IP01, IP02, IP03, IP06, IP07, IP08, IP09, IP10, IQD1, IQD2, IQP1, IQT2, IQT4, IQT5, IR01, IR03, IS01, IS02, IS03, IS04, IS05, IS06, ISD1, ISD2, ISD3, ISD4, ISD5, ISD6, ISD7, ISD8, ISD9, ISDA, ISDB, ISL1, ISL2, ISR1, ISR2, ISR3, ISR4, ISS1, ISS2, ISS3, ISS4, ISS5, ISS6, ISS7, ISS8, ISS9, ISSA, ISSB, ISSC, ISSD, IST1, IST2, IST3, IST4, IST5, IST6, IST7, IST8, IT01, IT02, IT12, IT13, ITD1, ITD2, ITP1, ITT1, ITT3, ITT4, ITT7, ITT8, ITTC, ITTE, ITTF, ITTG, IW03, IW04, IW05, IX00, OR12, OR14, OR23, OR25, OR32, OR34, OR46, OR54, OR62, OR65, OR72, OR81, OR82, OR91, S1, S2, S3, S4, S5, S6, S8, S9
DI-602AT5C: Programmable Meter Controller - Two 6 Digit 0.39" Alphanumeric LED Displays in a 1/8 DIN Case, 96x48mm
Price: $693, Case: 96x48mm 1/8 DIN (1/8), Depth: 117mm
Compatible modules: ADC, ADV, AIC, AIV, IA05, IA06, IA07, IA08, IA09, IA11, IA12, IA3V, IC02, IC03, ID01, ID02, ID03, ID04, ID05, ID06, ID07, ID08, ID09, IDC1, IDD1, IDD2, IDD3, IDD4, IDD5, IDD6, IDF2, IDP1, IDP2, IDP3, IDS3, IDT1, IDT2, IDT3, IDT4, IDT6, IF06, IF10, IGYX, IGYY, IGYZ, IH01, IH02, IP01, IP02, IP03, IP06, IP07, IP08, IP09, IP10, IQD1, IQD2, IQP1, IQT2, IQT4, IQT5, IR01, IR03, IS01, IS02, IS03, IS04, IS05, IS06, ISD1, ISD2, ISD3, ISD4, ISD5, ISD6, ISD7, ISD8, ISD9, ISDA, ISDB, ISL1, ISL2, ISM1, ISR1, ISR2, ISR3, ISR4, ISS1, ISS2, ISS3, ISS4, ISS5, ISS6, ISS7, ISS8, ISS9, ISSA, ISSB, ISSC, ISSD, IST1, IST2, IST3, IST4, IST5, IST6, IST7, IST8, IT01, IT02, IT12, IT13, ITD1, ITD2, ITP1, ITT1, ITT3, ITT4, ITT7, ITT8, ITTC, ITTE, ITTF, ITTG, IW03, IW04, IW05, IX00, OR12, OR14, OR23, OR25, OR32, OR34, OR46, OR54, OR62, OR65, OR72, OR81, OR82, OR91, S1, S2, S3, S4, S5, S6, S8, S9
DI-602MAS: Manual Auto Station with Bumpless Transfer. Two designated buttons to swiftly switch between Auto input mode and Manual output control mode.Two 6-digit 0.39” Alphanumeric LED Displays to display value and mode clearly. 1/8 DIN, 96x48mm (3.78"x1.89"), Depth behind bezel: 117mm (4.61")Custom Meter Program #: CMP-00181
Price: $945, Case: 96x48mm 1/8 DIN (1/8), Depth: 117mm
Compatible modules: AIC, AIV, AIY, IA07, IA12, ID01, IF10, IP01, IP02, S1
DI-60AE: 96x48mm (3.78"x1.89"), Depth behind bezel: 117mm (4.61"), Tiger, 6 Digit, Alphanumeric, E Version
Price: $620, Case: 96x48mm 1/8 DIN (1/8), Depth: 117mm
Compatible modules: ADC, ADV, AIC, AIV, IA05, IA06, IA07, IA08, IA09, IA11, IA12, IA3V, IC02, IC03, ID01, ID02, ID03, ID04, ID05, ID06, ID07, ID08, ID09, IDC1, IDD1, IDD2, IDD3, IDD4, IDD5, IDD6, IDF2, IDP1, IDP2, IDP3, IDS3, IDT1, IDT2, IDT3, IDT4, IDT6, IF06, IF10, IGYX, IGYY, IGYZ, IH01, IH02, IP01, IP02, IP03, IP06, IP07, IP08, IP09, IP10, IQD1, IQD2, IQP1, IQT2, IQT4, IQT5, IR01, IR03, IS01, IS02, IS03, IS04, IS05, IS06, ISD1, ISD2, ISD3, ISD4, ISD5, ISD6, ISD7, ISD8, ISD9, ISDA, ISDB, ISL1, ISL2, ISR1, ISR2, ISR3, ISR4, ISS1, ISS2, ISS3, ISS4, ISS5, ISS6, ISS7, ISS8, ISS9, ISSA, ISSB, ISSC, ISSD, IST1, IST2, IST3, IST4, IST5, IST6, IST7, IST8, IT01, IT02, IT12, IT13, ITD1, ITD2, ITP1, ITT1, ITT3, ITT4, ITT7, ITT8, ITTC, ITTE, ITTF, ITTG, IW03, IW04, IW05, IX00, OR12, OR14, OR23, OR25, OR32, OR34, OR46, OR54, OR62, OR65, OR72, OR81, OR82, OR91, S1, S2, S3, S4, S5, S6, S8, S9
DI-60AT: 96x48mm (3.78"x1.89"), Depth behind bezel: 117mm (4.61"), Tiger, 6 Digit, Alphanumeric, T Version
Price: $694, Case: 96x48mm 1/8 DIN (1/8), Depth: 117mm
Compatible modules: ADC, ADV, AIC, AIV, IA05, IA06, IA07, IA08, IA09, IA11, IA12, IA3V, IC02, IC03, ID01, ID02, ID03, ID04, ID05, ID06, ID07, ID08, ID09, IDC1, IDD1, IDD2, IDD3, IDD4, IDD5, IDD6, IDF2, IDP1, IDP2, IDP3, IDS3, IDT1, IDT2, IDT3, IDT4, IDT6, IF06, IF10, IGYX, IGYY, IGYZ, IH01, IH02, IP01, IP02, IP03, IP06, IP07, IP08, IP09, IP10, IQD1, IQD2, IQP1, IQT2, IQT4, IQT5, IR01, IR03, IS01, IS02, IS03, IS04, IS05, IS06, ISD1, ISD2, ISD3, ISD4, ISD5, ISD6, ISD7, ISD8, ISD9, ISDA, ISDB, ISL1, ISL2, ISM1, ISR1, ISR2, ISR3, ISR4, ISS1, ISS2, ISS3, ISS4, ISS5, ISS6, ISS7, ISS8, ISS9, ISSA, ISSB, ISSC, ISSD, IST1, IST2, IST3, IST4, IST5, IST6, IST7, IST8, IT01, IT02, IT12, IT13, ITD1, ITD2, ITP1, ITT1, ITT3, ITT4, ITT7, ITT8, ITTC, ITTE, ITTF, ITTG, IW03, IW04, IW05, IX00, OR12, OR14, OR23, OR25, OR32, OR34, OR46, OR54, OR62, OR65, OR72, OR81, OR82, OR91, S1, S2, S3, S4, S5, S6, S8, S9
DI-60AT5C: 96x48mm (3.78"x1.89"), Depth behind bezel: 117mm (4.61"), Tiger, 6 Digit, Alphanumeric, 5 Controls, T Version
Price: $711, Case: 96x48mm 1/8 DIN (1/8), Depth: 117mm
Compatible modules: ADC, ADV, AIC, AIV, IA05, IA06, IA07, IA08, IA09, IA11, IA12, IA3V, IC02, IC03, ID01, ID02, ID03, ID04, ID05, ID06, ID07, ID08, ID09, IDC1, IDD1, IDD2, IDD3, IDD4, IDD5, IDD6, IDF2, IDP1, IDP2, IDP3, IDS3, IDT1, IDT2, IDT3, IDT4, IDT6, IF06, IF10, IGYX, IGYY, IGYZ, IH01, IH02, IP01, IP02, IP03, IP06, IP07, IP08, IP09, IP10, IQD1, IQD2, IQP1, IQT2, IQT4, IQT5, IR01, IR03, IS01, IS02, IS03, IS04, IS05, IS06, ISD1, ISD2, ISD3, ISD4, ISD5, ISD6, ISD7, ISD8, ISD9, ISDA, ISDB, ISL1, ISL2, ISM1, ISR1, ISR2, ISR3, ISR4, ISS1, ISS2, ISS3, ISS4, ISS5, ISS6, ISS7, ISS8, ISS9, ISSA, ISSB, ISSC, ISSD, IST1, IST2, IST3, IST4, IST5, IST6, IST7, IST8, IT01, IT02, IT12, IT13, ITD1, ITD2, ITP1, ITT1, ITT3, ITT4, ITT7, ITT8, ITTC, ITTE, ITTF, ITTG, IW03, IW04, IW05, IX00, OR12, OR14, OR23, OR25, OR32, OR34, OR46, OR54, OR62, OR65, OR72, OR81, OR82, OR91, S1, S2, S3, S4, S5, S6, S8, S9
DI-60E: 96x48mm (3.78"x1.89"), Depth behind bezel: 117mm (4.61"), Tiger, 6 Digit, E Version
Price: $511, Case: 96x48mm 1/8 DIN (1/8), Depth: 117mm
Compatible modules: ADC, ADV, AIC, AIV, IA05, IA06, IA07, IA08, IA09, IA11, IA12, IA3V, IC02, IC03, ID01, ID02, ID03, ID04, ID05, ID06, ID07, ID08, ID09, IDC1, IDD1, IDD2, IDD3, IDD4, IDD5, IDD6, IDF2, IDP1, IDP2, IDP3, IDS3, IDT1, IDT2, IDT3, IDT4, IDT6, IF06, IF10, IGYX, IGYY, IGYZ, IH01, IH02, IP01, IP02, IP03, IP06, IP07, IP08, IP09, IP10, IQD1, IQD2, IQP1, IQT2, IQT4, IQT5, IR01, IR03, IS01, IS02, IS03, IS04, IS05, IS06, ISD1, ISD2, ISD3, ISD4, ISD5, ISD6, ISD7, ISD8, ISD9, ISDA, ISDB, ISL1, ISR1, ISR2, ISR3, ISR4, ISS1, ISS2, ISS3, ISS4, ISS5, ISS6, ISS7, ISS8, ISS9, ISSA, ISSB, ISSC, ISSD, IST1, IST2, IST3, IST4, IST5, IST6, IST7, IST8, IT01, IT02, IT12, IT13, ITD1, ITD2, ITP1, ITT1, ITT3, ITT4, ITT7, ITT8, ITTC, ITTE, ITTF, ITTG, IW03, IW04, IW05, IX00, OR12, OR14, OR23, OR25, OR32, OR34, OR46, OR54, OR62, OR65, OR72, OR81, OR82, OR91, S1, S2, S3, S4, S5, S6, S8, S9
DI-60T: 96x48mm (3.78"x1.89"), Depth behind bezel: 117mm (4.61"), Tiger, 6 Digit, T Version
Price: $576, Case: 96x48mm 1/8 DIN (1/8), Depth: 117mm
Compatible modules: ADC, ADV, AIC, AIV, IA05, IA06, IA07, IA08, IA09, IA11, IA12, IA3V, IC02, IC03, ID01, ID02, ID03, ID04, ID05, ID06, ID07, ID08, ID09, IDC1, IDD1, IDD2, IDD3, IDD4, IDD5, IDD6, IDF2, IDP1, IDP2, IDP3, IDS3, IDT1, IDT2, IDT3, IDT4, IDT6, IF06, IF10, IGYX, IGYY, IGYZ, IH01, IH02, IP01, IP02, IP03, IP06, IP07, IP08, IP09, IP10, IQD1, IQD2, IQP1, IQT2, IQT4, IQT5, IR01, IR03, IS01, IS02, IS03, IS04, IS05, IS06, ISD1, ISD2, ISD3, ISD4, ISD5, ISD6, ISD7, ISD8, ISD9, ISDA, ISDB, ISL1, ISL2, ISM1, ISR1, ISR2, ISR3, ISR4, ISS1, ISS2, ISS3, ISS4, ISS5, ISS6, ISS7, ISS8, ISS9, ISSA, ISSB, ISSC, ISSD, IST1, IST2, IST3, IST4, IST5, IST6, IST7, IST8, IT01, IT02, IT12, IT13, ITD1, ITD2, ITP1, ITT1, ITT3, ITT4, ITT7, ITT8, ITTC, ITTE, ITTF, ITTG, IW03, IW04, IW05, IX00, OR12, OR14, OR23, OR25, OR32, OR34, OR46, OR54, OR62, OR65, OR72, OR81, OR82, OR91, S1, S2, S3, S4, S5, S6, S8, S9
DI-60XE: 96x48mm (3.78"x1.89"), Depth behind bezel: 117mm (4.61"), 6 digit, LCD display, E version
Price: $573, Case: 96x48mm 1/8 DIN (1/8), Depth: 117mm
Compatible modules: ADC, ADV, AIC, AIV, IA05, IA06, IA07, IA08, IA09, IA11, IA12, IA3V, IC02, IC03, ID01, ID02, ID03, ID04, ID05, ID06, ID07, ID08, ID09, IDC1, IDD1, IDD2, IDD3, IDD4, IDD5, IDD6, IDF2, IDP1, IDP2, IDP3, IDS3, IDT1, IDT2, IDT3, IDT4, IDT6, IF06, IF10, IGYX, IGYY, IGYZ, IH01, IH02, IP01, IP02, IP03, IP06, IP07, IP08, IP09, IP10, IQD1, IQD2, IQP1, IQT2, IQT4, IQT5, IR01, IR03, IS01, IS02, IS03, IS04, IS05, IS06, ISD1, ISD2, ISD3, ISD4, ISD5, ISD6, ISD7, ISD8, ISD9, ISDA, ISDB, ISL1, ISL2, ISR1, ISR2, ISR3, ISR4, ISS1, ISS2, ISS3, ISS4, ISS5, ISS6, ISS7, ISS8, ISS9, ISSA, ISSB, ISSC, ISSD, IST1, IST2, IST3, IST4, IST5, IST6, IST7, IST8, IT01, IT02, IT12, IT13, ITD1, ITD2, ITP1, ITT1, ITT3, ITT4, ITT7, ITT8, ITTC, ITTE, ITTF, ITTG, IW03, IW04, IW05, IX00, OR12, OR14, OR23, OR25, OR32, OR34, OR46, OR54, OR62, OR65, OR72, OR81, OR82, OR91, S1, S2, S3, S4, S5, S6, S8, S9
DI-60XT: 96x48mm (3.78"x1.89"), Depth behind bezel: 117mm (4.61"), 6 digit, LCD display, T version
Price: $637, Case: 96x48mm 1/8 DIN (1/8), Depth: 117mm
Compatible modules: ADC, ADV, AIC, AIV, IA05, IA06, IA07, IA08, IA09, IA11, IA12, IA3V, IC02, IC03, ID01, ID02, ID03, ID04, ID05, ID06, ID07, ID08, ID09, IDC1, IDD1, IDD2, IDD3, IDD4, IDD5, IDD6, IDF2, IDP1, IDP2, IDP3, IDS3, IDT1, IDT2, IDT3, IDT4, IDT6, IF06, IF10, IGYX, IGYY, IGYZ, IH01, IH02, IP01, IP02, IP03, IP06, IP07, IP08, IP09, IP10, IQD1, IQD2, IQP1, IQT2, IQT4, IQT5, IR01, IR03, IS01, IS02, IS03, IS04, IS05, IS06, ISD1, ISD2, ISD3, ISD4, ISD5, ISD6, ISD7, ISD8, ISD9, ISDA, ISDB, ISL1, ISL2, ISM1, ISR1, ISR2, ISR3, ISR4, ISS1, ISS2, ISS3, ISS4, ISS5, ISS6, ISS7, ISS8, ISS9, ISSA, ISSB, ISSC, ISSD, IST1, IST2, IST3, IST4, IST5, IST6, IST7, IST8, IT01, IT02, IT12, IT13, ITD1, ITD2, ITP1, ITT1, ITT3, ITT4, ITT7, ITT8, ITTC, ITTE, ITTF, ITTG, IW03, IW04, IW05, IX00, OR12, OR14, OR23, OR25, OR32, OR34, OR46, OR54, OR62, OR65, OR72, OR81, OR82, OR91, S1, S2, S3, S4, S5, S6, S8, S9
DI-802XAE: 96x48mm (3.78"x1.89"), Depth behind bezel: 117mm (4.61"), 8 digit x 2 display LCD Alphanumeric, E version
Price: $700, Case: 96x48mm 1/8 DIN (1/8), Depth: 117mm
Compatible modules: ADC, ADV, AIC, AIV, IA05, IA06, IA07, IA08, IA09, IA11, IA12, IA3V, IC02, IC03, ID01, ID02, ID03, ID04, ID05, ID06, ID07, ID08, ID09, IDC1, IDD1, IDD2, IDD3, IDD4, IDD5, IDD6, IDF2, IDP1, IDP2, IDP3, IDS3, IDT1, IDT2, IDT3, IDT4, IDT6, IF06, IF10, IGYX, IGYY, IGYZ, IH01, IH02, IP01, IP02, IP03, IP06, IP07, IP08, IP09, IP10, IQD1, IQD2, IQP1, IQT2, IQT4, IQT5, IR01, IR03, IS01, IS02, IS03, IS04, IS05, IS06, ISD1, ISD2, ISD3, ISD4, ISD5, ISD6, ISD7, ISD8, ISD9, ISDA, ISDB, ISL1, ISL2, ISR1, ISR2, ISR3, ISR4, ISS1, ISS2, ISS3, ISS4, ISS5, ISS6, ISS7, ISS8, ISS9, ISSA, ISSB, ISSC, ISSD, IST1, IST2, IST3, IST4, IST5, IST6, IST7, IST8, IT01, IT02, IT12, IT13, ITD1, ITD2, ITP1, ITT1, ITT3, ITT4, ITT7, ITT8, ITTC, ITTE, ITTF, ITTG, IW03, IW04, IW05, IX00, OR12, OR14, OR23, OR25, OR32, OR34, OR46, OR54, OR62, OR65, OR72, OR81, OR82, OR91, S1, S2, S3, S4, S5, S6, S8, S9
DI-802XAT: 96x48mm (3.78"x1.89"), Depth behind bezel: 117mm (4.61"), 8 Digit x 2 Display LCD Alphanumeric, T version
Price: $760, Case: 96x48mm 1/8 DIN (1/8), Depth: 117mm
Compatible modules: ADC, ADV, AIC, AIV, IA05, IA06, IA07, IA08, IA09, IA11, IA12, IA3V, IC02, IC03, ID01, ID02, ID03, ID04, ID05, ID06, ID07, ID08, ID09, IDC1, IDD1, IDD2, IDD3, IDD4, IDD5, IDD6, IDF2, IDP1, IDP2, IDP3, IDS3, IDT1, IDT2, IDT3, IDT4, IDT6, IF06, IF10, IGYX, IGYY, IGYZ, IH01, IH02, IP01, IP02, IP03, IP06, IP07, IP08, IP09, IP10, IQD1, IQD2, IQP1, IQT2, IQT4, IQT5, IR01, IR03, IS01, IS02, IS03, IS04, IS05, IS06, ISD1, ISD2, ISD3, ISD4, ISD5, ISD6, ISD7, ISD8, ISD9, ISDA, ISDB, ISL1, ISL2, ISM1, ISR1, ISR2, ISR3, ISR4, ISS1, ISS2, ISS3, ISS4, ISS5, ISS6, ISS7, ISS8, ISS9, ISSA, ISSB, ISSC, ISSD, IST1, IST2, IST3, IST4, IST5, IST6, IST7, IST8, IT01, IT02, IT12, IT13, ITD1, ITD2, ITP1, ITT1, ITT3, ITT4, ITT7, ITT8, ITTC, ITTE, ITTF, ITTG, IW03, IW04, IW05, IX00, OR12, OR14, OR23, OR25, OR32, OR34, OR46, OR54, OR62, OR65, OR72, OR81, OR82, OR91, S1, S2, S3, S4, S5, S6, S8, S9
FI-B101D50E: 144x36mm (5.67"x1.42"), Tiger, 101 Segment, 5 Digit programmable Bargraph controller, microPLC, E Version
Price: $543, Case: 144x36mm 9/64 DIN (9/64), Depth: 117mm
Compatible modules: ADC, ADV, AIC, AIV, IA05, IA06, IA07, IA08, IA09, IA11, IA12, IA3V, IC02, IC03, ID01, ID02, ID03, ID04, ID05, ID06, ID07, ID08, ID09, IDC1, IDD1, IDD2, IDD3, IDD4, IDD5, IDD6, IDF2, IDP1, IDP2, IDP3, IDS3, IDT1, IDT2, IDT3, IDT4, IDT6, IF06, IF10, IGYX, IGYY, IGYZ, IH01, IH02, IP01, IP02, IP03, IP06, IP07, IP08, IP09, IP10, IQD1, IQD2, IQP1, IQT2, IQT4, IQT5, IR01, IR03, IS01, IS02, IS03, IS04, IS05, IS06, ISD1, ISD2, ISD3, ISD4, ISD5, ISD6, ISD7, ISD8, ISD9, ISDA, ISDB, ISL1, ISL2, ISR1, ISR2, ISR3, ISR4, ISS1, ISS2, ISS3, ISS4, ISS5, ISS6, ISS7, ISS8, ISS9, ISSA, ISSB, ISSC, ISSD, IST1, IST2, IST3, IST4, IST5, IST6, IST7, IST8, IT01, IT02, IT12, IT13, ITD1, ITD2, ITP1, ITT1, ITT3, ITT4, ITT7, ITT8, ITTC, ITTE, ITTF, ITTG, IW03, IW04, IW05, R12, R14, R2S2, R4S2, S2, S4, S5, S6
FI-B101D50T: 144x36mm (5.67"x1.42"), Tiger, 101 Segment, 5 Digit programmable Bargraph controller, microPLC, T Version
Price: $626, Case: 144x36mm 9/64 DIN (9/64), Depth: 117mm
Compatible modules: ADC, ADV, AIC, AIV, IA05, IA06, IA07, IA08, IA09, IA11, IA12, IA3V, IC02, IC03, ID01, ID02, ID03, ID04, ID05, ID06, ID07, ID08, ID09, IDC1, IDD1, IDD2, IDD3, IDD4, IDD5, IDD6, IDF2, IDP1, IDP2, IDP3, IDS3, IDT1, IDT2, IDT3, IDT4, IDT6, IF06, IF10, IGYX, IGYY, IGYZ, IH01, IH02, IP01, IP02, IP03, IP06, IP07, IP08, IP09, IP10, IPT1, IQD1, IQD2, IQP1, IQT2, IQT4, IQT5, IR01, IR03, IS01, IS02, IS03, IS04, IS05, IS06, ISD1, ISD2, ISD3, ISD4, ISD5, ISD6, ISD7, ISD8, ISD9, ISDA, ISDB, ISL1, ISL2, ISM1, ISR1, ISR2, ISR3, ISR4, ISS1, ISS2, ISS3, ISS4, ISS5, ISS6, ISS7, ISS8, ISS9, ISSA, ISSB, ISSC, ISSD, IST1, IST2, IST3, IST4, IST5, IST6, IST7, IST8, IT01, IT02, IT12, IT13, ITD1, ITD2, ITP1, ITT1, ITT3, ITT4, ITT7, ITT8, ITTC, ITTE, ITTF, ITTG, IW03, IW04, IW05, R12, R14, R2S2, R4S2, S2, S4, S5, S6
FI-BD-MAS: Manual Auto Station with Bumpless Transfer, 144x36mm (5.67"x1.42"), 5 Digit programmable Bargraph controller, microPLC
Price: $876
Compatible modules: ADC, ADV, AIC, AIV, AIY, IA07, IA12, ID01, IF10, IP01, IP02, S4, S6
GI-50E: Programmable Meter Controller, 144x72mm (9/32 DIN), Tiger, 5 Digit 1" (25.4mm) LEDs, E Version
Price: $761, Case: 144x72mm 9/32 DIN (9/32), Depth: 117mm
Compatible modules: ADC, ADV, AIC, AIV, IA05, IA06, IA07, IA08, IA09, IA11, IA12, IA3V, IC02, IC03, ID01, ID02, ID03, ID04, ID05, ID06, ID07, ID08, ID09, IDC1, IDD1, IDD2, IDD3, IDD4, IDD5, IDD6, IDF2, IDP1, IDP2, IDP3, IDS3, IDT1, IDT2, IDT3, IDT4, IDT6, IF06, IF10, IGYX, IGYY, IGYZ, IH01, IH02, IP01, IP02, IP03, IP06, IP07, IP08, IP09, IP10, IQD1, IQD2, IQP1, IQT2, IQT4, IQT5, IR01, IR03, IS01, IS02, IS03, IS04, IS05, IS06, ISD1, ISD2, ISD3, ISD4, ISD5, ISD6, ISD7, ISD8, ISD9, ISDA, ISDB, ISL1, ISL2, ISR1, ISR2, ISR3, ISR4, ISS1, ISS2, ISS3, ISS4, ISS5, ISS6, ISS7, ISS8, ISS9, ISSA, ISSB, ISSC, ISSD, IST1, IST2, IST3, IST4, IST5, IST6, IST7, IST8, IT01, IT02, IT12, IT13, ITD1, ITD2, ITP1, ITT1, ITT3, ITT4, ITT7, ITT8, ITTC, ITTE, ITTF, ITTG, IW03, IW04, IW05, OR12, OR14, OR23, OR25, OR32, OR34, OR46, OR54, OR62, OR65, OR72, OR81, OR82, OR91, R12, R14, R212, R2S4, R414, R4S4, S2, S4, S5, S6
GI-50EB101: Programmable Meter Controller, 144x72mm, Tiger, 101 Segment Bargraph, 5 Digit 1" (25.4mm) LEDs, E Version
Price: $934, Case: 144x72mm 9/32 DIN (9/32), Depth: 117mm
Compatible modules: ADC, ADV, AIC, AIV, IA05, IA06, IA07, IA08, IA09, IA11, IA12, IA3V, IC02, IC03, ID01, ID02, ID03, ID04, ID05, ID06, ID07, ID08, ID09, IDC1, IDD1, IDD2, IDD3, IDD4, IDD5, IDD6, IDF2, IDP1, IDP2, IDP3, IDS3, IDT1, IDT2, IDT3, IDT4, IDT6, IF06, IF10, IGYX, IGYY, IGYZ, IH01, IH02, IP01, IP02, IP03, IP06, IP07, IP08, IP09, IP10, IQD1, IQD2, IQP1, IQT2, IQT4, IQT5, IR01, IR03, IS01, IS02, IS03, IS04, IS05, IS06, ISD1, ISD2, ISD3, ISD4, ISD5, ISD6, ISD7, ISD8, ISD9, ISDA, ISDB, ISL1, ISL2, ISR1, ISR2, ISR3, ISR4, ISS1, ISS2, ISS3, ISS4, ISS5, ISS6, ISS7, ISS8, ISS9, ISSA, ISSB, ISSC, ISSD, IST1, IST2, IST3, IST4, IST5, IST6, IST7, IST8, IT01, IT02, IT12, IT13, ITD1, ITD2, ITP1, ITT1, ITT3, ITT4, ITT7, ITT8, ITTC, ITTE, ITTF, ITTG, IW03, IW04, IW05, OR12, OR14, OR23, OR25, OR32, OR34, OR46, OR54, OR62, OR65, OR72, OR81, OR82, OR91, R12, R14, R212, R2S4, R414, R4S4, S2, S4, S5, S6
GI-50T: Programmable Meter Controller, 144x72mm (9/32 DIN), Tiger, 5 Digit 1" (25.4mm) LEDs, T Version
Price: $812, Case: 144x72mm 9/32 DIN (9/32), Depth: 117mm
Compatible modules: ADC, ADV, AIC, AIV, IA05, IA06, IA07, IA08, IA09, IA11, IA12, IA3V, IC02, IC03, ID01, ID02, ID03, ID04, ID05, ID06, ID07, ID08, ID09, IDC1, IDD1, IDD2, IDD3, IDD4, IDD5, IDD6, IDF2, IDP1, IDP2, IDP3, IDS3, IDT1, IDT2, IDT3, IDT4, IDT6, IF06, IF10, IGYX, IGYY, IGYZ, IH01, IH02, IP01, IP02, IP03, IP06, IP07, IP08, IP09, IP10, IQD1, IQD2, IQP1, IQT2, IQT4, IQT5, IR01, IR03, IS01, IS02, IS03, IS04, IS05, IS06, ISD1, ISD2, ISD3, ISD4, ISD5, ISD6, ISD7, ISD8, ISD9, ISDA, ISDB, ISL1, ISL2, ISM1, ISR1, ISR2, ISR3, ISR4, ISS1, ISS2, ISS3, ISS4, ISS5, ISS6, ISS7, ISS8, ISS9, ISSA, ISSB, ISSC, ISSD, IST1, IST2, IST3, IST4, IST5, IST6, IST7, IST8, IT01, IT02, IT12, IT13, ITD1, ITD2, ITP1, ITT1, ITT3, ITT4, ITT7, ITT8, ITTC, ITTE, ITTF, ITTG, IW03, IW04, IW05, OR12, OR14, OR23, OR25, OR32, OR34, OR46, OR54, OR62, OR65, OR72, OR81, OR82, OR91, R12, R14, R212, R2S4, R414, R4S4, S2, S4, S5, S6
GI-50TB101: Programmable Meter Controller, 144x72mm, Tiger, 101 Segment Bargraph, 5 Digit 1" (25.4mm) LEDs, T Version
Price: $975, Case: 144x72mm 9/32 DIN (9/32), Depth: 117mm
Compatible modules: ADC, ADV, AIC, AIV, IA05, IA06, IA07, IA08, IA09, IA11, IA12, IA3V, IC02, IC03, ID01, ID02, ID03, ID04, ID05, ID06, ID07, ID08, ID09, IDC1, IDD1, IDD2, IDD3, IDD4, IDD5, IDD6, IDF2, IDP1, IDP2, IDP3, IDS3, IDT1, IDT2, IDT3, IDT4, IDT6, IF06, IF10, IGYX, IGYY, IGYZ, IH01, IH02, IP01, IP02, IP03, IP06, IP07, IP08, IP09, IP10, IQD1, IQD2, IQP1, IQT2, IQT4, IQT5, IR01, IR03, IS01, IS02, IS03, IS04, IS05, IS06, ISD1, ISD2, ISD3, ISD4, ISD5, ISD6, ISD7, ISD8, ISD9, ISDA, ISDB, ISL1, ISL2, ISM1, ISR1, ISR2, ISR3, ISR4, ISS1, ISS2, ISS3, ISS4, ISS5, ISS6, ISS7, ISS8, ISS9, ISSA, ISSB, ISSC, ISSD, IST1, IST2, IST3, IST4, IST5, IST6, IST7, IST8, IT01, IT02, IT12, IT13, ITD1, ITD2, ITP1, ITT1, ITT3, ITT4, ITT7, ITT8, ITTC, ITTE, ITTF, ITTG, IW03, IW04, IW05, OR12, OR14, OR23, OR25, OR32, OR34, OR46, OR54, OR62, OR65, OR72, OR81, OR82, OR91, R12, R14, R212, R2S4, R414, R4S4, S2, S4, S5, S6
LVDT-100: 5-digit LED display, high performance programmable single channel Positioning and Displacement controller for applications using LVDT (Linear Variable Differential Transformer) inputs. 96x48mm (3.78"x1.89"), Depth behind bezel: 117mm (4.61") Custom Meter Program #: CMP-00050
Price: $609, Case: 96x48mm 1/8 DIN (1/8), Depth: 117mm
Compatible modules: ADC, ADV, AIC, AIV, IA07, IA12, ISL1, ISL2, OR11, OR12, OR32, OR34, OR54, S1, S2, S4, S8
LVDT-200: 6-digit alphanumeric LED display, high performance programmable dual channel Positioning and Displacement controller for applications using LVDT (Linear Variable Differential Transformer) inputs. 96x48mm (3.78"x1.89"), Depth behind bezel: 117mm (4.61") Custom Meter Program #: CMP-00052
Price: $844, Case: 96x48mm 1/8 DIN (1/8), Depth: 117mm
Compatible modules: ADC, ADV, AIC, AIV, IA07, IA12, ISL1, ISL2, OR11, OR12, OR32, OR34, OR54, S1, S2, S4, S8
SG-100: Weighing, Load Cell Controller, 96x48mm, Tiger, 6 Digit, Alphanumeric, 96x48mm (3.78"x1.89"), Depth behind bezel: 117mm (4.61")Custom Meter Program #: CMP-00154
Price: $844, Case: 96x48mm 1/8 DIN (1/8), Depth: 117mm
Compatible modules: AIC, AIV, IA07, IA12, ISS3, ISS4, OR12, OR34, OR81, OR91, S2, S4, S5, S6, S8, S9
TD5300: Magnetostrictive Start/Stop Controller
Price: $577
Compatible modules: AIC, AIV, IA07, IA12, ISM1, OR12, OR34, OR81, OR91, S2, S4, S5, S6, S8, S9
TI-500: A powerful, smart, Programmable Micro PLC with variety choices of outputs, input signal conditioning and advanced software features for monitoring, measurement, control and communication applications. UL Listed, RoHS compliant. DIN Rail mounted.
Price: $435, Case: 96x48mm 1/8 DIN (1/8), Depth: 117mm
Compatible modules: ADC, ADV, AIC, AIV, IA05, IA06, IA07, IA08, IA09, IA11, IA12, IA3V, IC02, IC03, ID01, ID02, ID03, ID04, ID05, ID06, ID07, ID08, ID09, IDC1, IDD1, IDD2, IDD3, IDD4, IDD5, IDD6, IDF2, IDP1, IDP2, IDP3, IDS3, IDT1, IDT2, IDT3, IDT4, IDT6, IF06, IF10, IGYX, IGYY, IGYZ, IH01, IH02, IP01, IP02, IP03, IP06, IP07, IP08, IP09, IP10, IQD1, IQD2, IQP1, IQT2, IQT4, IQT5, IR01, IR02, IR03, IS01, IS02, IS03, IS04, IS05, IS06, ISD1, ISD2, ISD3, ISD4, ISD5, ISD6, ISD7, ISD8, ISD9, ISDA, ISDB, ISL1, ISL2, ISR1, ISR2, ISR3, ISR4, ISS1, ISS2, ISS3, ISS4, ISS5, ISS6, ISS7, ISS8, ISS9, ISSA, ISSB, ISSC, ISSD, IST1, IST2, IST3, IST4, IST5, IST6, IST7, IST8, IT01, IT02, IT12, IT13, ITD1, ITD2, ITP1, ITT1, ITT2, ITT3, ITT4, ITT7, ITT8, ITTC, ITTE, ITTF, ITTG, IW03, IW04, IW05, OR12, OR14, OR23, OR25, OR32, OR34, OR46, OR54, OR62, OR65, OR72, OR81, OR82, OR91, S1, S2, S3, S4, S5, S6, S8, S9
TI-501: A powerful, smart, 5-digit, 1-display Programmable Micro PLC with variety choices of outputs, input signal conditioning and advanced software features for monitoring, measurement, control and communication applications. UL Listed, RoHS compliant. DIN Rail mounted.
Price: $465, Case: 96x48mm 1/8 DIN (1/8), Depth: 117mm
Compatible modules: ADC, ADV, AIC, AIV, IA05, IA06, IA07, IA08, IA09, IA11, IA12, IA3V, IC02, IC03, ID01, ID02, ID03, ID04, ID05, ID06, ID07, ID08, ID09, IDC1, IDD1, IDD2, IDD3, IDD4, IDD5, IDD6, IDF2, IDP1, IDP2, IDP3, IDS3, IDT1, IDT2, IDT3, IDT4, IDT6, IF06, IF10, IGYX, IGYY, IGYZ, IH01, IH02, IP01, IP02, IP03, IP06, IP07, IP08, IP09, IP10, IQD1, IQD2, IQP1, IQT2, IQT4, IQT5, IR01, IR02, IR03, IS01, IS02, IS03, IS04, IS05, IS06, ISD1, ISD2, ISD3, ISD4, ISD5, ISD6, ISD7, ISD8, ISD9, ISDA, ISDB, ISL1, ISL2, ISR1, ISR2, ISR3, ISR4, ISS1, ISS2, ISS3, ISS4, ISS5, ISS6, ISS7, ISS8, ISS9, ISSA, ISSB, ISSC, ISSD, IST1, IST2, IST3, IST4, IST5, IST6, IST7, IST8, IT01, IT02, IT12, IT13, ITD1, ITD2, ITP1, ITT1, ITT2, ITT3, ITT4, ITT7, ITT8, ITTC, ITTE, ITTF, ITTG, IW03, IW04, IW05, OR12, OR14, OR23, OR25, OR32, OR34, OR46, OR54, OR62, OR65, OR72, OR81, OR82, OR91, S1, S2, S3, S4, S5, S6, S8, S9
TI-502: A powerful, smart, 5-digit, 2-display Programmable Micro PLC with variety choices of outputs, input signal conditioning and advanced software features for monitoring, measurement, control and communication applications. UL Listed, RoHS compliant. DIN Rail mounted.
Price: $487, Case: 96x48mm 1/8 DIN (1/8), Depth: 117mm
Compatible modules: ADC, ADV, AIC, AIV, IA05, IA06, IA07, IA08, IA09, IA11, IA12, IA3V, IC02, IC03, ID01, ID02, ID03, ID04, ID05, ID06, ID07, ID08, ID09, IDC1, IDD1, IDD2, IDD3, IDD4, IDD5, IDD6, IDF2, IDP1, IDP2, IDP3, IDS3, IDT1, IDT2, IDT3, IDT4, IDT6, IF06, IF10, IGYX, IGYY, IGYZ, IH01, IH02, IP01, IP02, IP03, IP06, IP07, IP08, IP09, IP10, IQD1, IQD2, IQP1, IQT2, IQT4, IQT5, IR01, IR02, IR03, IS01, IS02, IS03, IS04, IS05, IS06, ISD1, ISD2, ISD3, ISD4, ISD5, ISD6, ISD7, ISD8, ISD9, ISDA, ISDB, ISL1, ISL2, ISR1, ISR2, ISR3, ISR4, ISS1, ISS2, ISS3, ISS4, ISS5, ISS6, ISS7, ISS8, ISS9, ISSA, ISSB, ISSC, ISSD, IST1, IST2, IST3, IST4, IST5, IST6, IST7, IST8, IT01, IT02, IT12, IT13, ITD1, ITD2, ITP1, ITT1, ITT2, ITT3, ITT4, ITT7, ITT8, ITTC, ITTE, ITTF, ITTG, IW03, IW04, IW05, OR12, OR14, OR23, OR25, OR32, OR34, OR46, OR54, OR62, OR65, OR72, OR81, OR82, OR91, S1, S2, S3, S4, S5, S6, S8, S9
TI-503: A powerful, smart, 5-digit, 3-display Programmable Micro PLC with variety choices of outputs, input signal conditioning and advanced software features for monitoring, measurement, control and communication applications. UL Listed, RoHS compliant. DIN Rail mounted.
Price: $510, Case: 96x48mm 1/8 DIN (1/8), Depth: 117mm
Compatible modules: ADC, ADV, AIC, AIV, IA05, IA06, IA07, IA08, IA09, IA11, IA12, IA3V, IC02, IC03, ID01, ID02, ID03, ID04, ID05, ID06, ID07, ID08, ID09, IDC1, IDD1, IDD2, IDD3, IDD4, IDD5, IDD6, IDF2, IDP1, IDP2, IDP3, IDS3, IDT1, IDT2, IDT3, IDT4, IDT6, IF06, IF10, IGYX, IGYY, IGYZ, IH01, IH02, IP01, IP02, IP03, IP06, IP07, IP08, IP09, IP10, IQD1, IQD2, IQP1, IQT2, IQT4, IQT5, IR01, IR02, IR03, IS01, IS02, IS03, IS04, IS05, IS06, ISD1, ISD2, ISD3, ISD4, ISD5, ISD6, ISD7, ISD8, ISD9, ISDA, ISDB, ISL1, ISL2, ISR1, ISR2, ISR3, ISR4, ISS1, ISS2, ISS3, ISS4, ISS5, ISS6, ISS7, ISS8, ISS9, ISSA, ISSB, ISSC, ISSD, IST1, IST2, IST3, IST4, IST5, IST6, IST7, IST8, IT01, IT02, IT12, IT13, ITD1, ITD2, ITP1, ITT1, ITT2, ITT3, ITT4, ITT7, ITT8, ITTC, ITTE, ITTF, ITTG, IW03, IW04, IW05, OR12, OR14, OR23, OR25, OR32, OR34, OR46, OR54, OR62, OR65, OR72, OR81, OR82, OR91, S1, S2, S3, S4, S5, S6, S8, S9
### L-Series Meters
BL-40: 96x24mm, Meter Controller, Red or Optional Green or Super bright 4 Digit LED in a 1/16 DIN Case
Price: $260, Case: 96x24mm 1/16 DIN (1/16), Depth: 117mm
Compatible modules: IA05, IA06, IA07, IA08, IA09, IA11, IA3V, ID01, ID02, ID03, ID04, ID05, ID07, ID09, IGYZ, IP01, IP02, IP03, IP07, IR03, IR05, IS01, IS02, IS04, IS05, IS06, OIC, OIV, R2
BL-40-RTD: A smart Temperature Controller/Transmitter for J, K, R, and T type Thermocouple and RTD inputs, 96x24mm, 4 Digit 0.56" LEDs in a 1/16 DIN Case
Price: $260, Case: 96x24mm 1/16 DIN (1/16), Depth: 117mm
Compatible modules: IT11, OIC, OIV, R2
BL-40-TC: A smart Temperature Controller/Transmitter for J, K, R, and T type Thermocouple and RTD inputs, 96x24mm, 4 Digit 0.56" LEDs in a 1/16 DIN Case
Price: $260, Case: 96x24mm 1/16 DIN (1/16), Depth: 117mm
Compatible modules: IT10, OIC, OIV, R2
BL-40PSF: 96x24mm, Panel Meter with programmable scale factor and offset with isolated 4 to 20 mA output retransmission capability for measurement and control applications, Red or Optional Green or Super bright 4 Digit LED in a 1/16 DIN Case
Price: $260, Case: 96x24mm 1/16 DIN (1/16), Depth: 117mm
Compatible modules: IA05, IA06, IA07, IA08, IA09, IA11, IA3V, ID01, ID02, ID03, ID04, ID05, ID07, ID09, IGYZ, IP01, IP02, IP03, IP07, IR03, IR05, IS01, IS02, IS04, IS05, IS06, OIC, OIV, R2
BL-40RPM: 96x24mm, RPM Meter, Red or Optional Green or Super bright 4 Digit LED in a 1/16 DIN Case
Price: $260, Case: 96x24mm 1/16 DIN (1/16), Depth: 117mm
Compatible modules: IF05, OIC, OIV, R2
BL-B51D40: The BL-B51D40 is a compact L-series bargraph that features a 51-segment bargraph display and a four-digit numeric display. It features four programmable setpoints that can be used with an optional relay output board, along with options for analog signal retransmission (4-20mA, 0-10V). Its small size factor makes it especially suitable for embedded control panels. It is able to measure AV/DC voltage and amps, pressure, process inputs, resistance, and temperature.
Price: $299, Case: 96x24mm 1/16 DIN (1/16), Depth: 117mm
Compatible modules: IA05, IA06, IA07, IA08, IA09, IA11, IA3V, ID01, ID02, ID03, ID04, ID05, ID07, ID09, IGYZ, IP01, IP02, IP03, IP07, IR03, IR05, IS01, IS02, IS04, IS05, IS06, IT03, IT04, IT05, IT06, IT07, IT08, IT09, IT14, OIC, OIV, R2
CL-B101D40: Smart switchboard style 101 segment Tricolor or Mono-color digital bargraph with four 0.56" LED digits display controller and four fully programmable set points for monitoring, measurement, and control applications.
Price: $435, Case: 144x36mm 9/64 DIN (9/64), Depth: 117mm
Compatible modules: AIC, AIV, IA05, IA06, IA07, IA09, IA11, IA3V, ID01, ID02, ID03, ID04, ID09, IGYZ, IP01, IP02, IP03, IP07, IR03, IR05, IS01, IS02, IS04, OR12, OR14, OR23, OR25, OR32, OR34, OR54, OR62
CL-B101D40-ACA: Smart switchboard style 101 segment AC Amp Tricolor or Mono-color digital bargraph with four 0.56" LED digits display controller and four fully programmable set points for monitoring, measurement, and control applications.
Price: $435, Case: 144x36mm 9/64 DIN (9/64), Depth: 117mm
Compatible modules: AIC, AIV, IA09, IA11, IX00, OR12, OR14, OR23, OR25, OR32, OR34, OR54, OR62
CL-B101D40-ACV: Smart switchboard style 101 segment AC Volt Tricolor or Mono-color digital bargraph with four 0.56" LED digits display controller and four fully programmable set points for monitoring, measurement, and control applications.
Price: $435, Case: 144x36mm 9/64 DIN (9/64), Depth: 117mm
Compatible modules: AIC, AIV, IA06, IA07, IA12, IA3V, IX00, OR12, OR14, OR23, OR25, OR32, OR34, OR54, OR62
CL-B101D40-DCA: Smart switchboard style 101 segment DC Amp Tricolor or Mono-color digital bargraph with four 0.56" LED digits display controller and four fully programmable set points for monitoring, measurement, and control applications.
Price: $435, Case: 144x36mm 9/64 DIN (9/64), Depth: 117mm
Compatible modules: AIC, AIV, ID02, ID04, ID09, IX00, OR12, OR14, OR23, OR25, OR32, OR34, OR54, OR62
CL-B101D40-DCV: Smart switchboard style 101 segment DC Volt Tricolor or Mono-color digital bargraph with four 0.56" LED digits display controller and four fully programmable set points for monitoring, measurement, and control applications.
Price: $435, Case: 144x36mm 9/64 DIN (9/64), Depth: 117mm
Compatible modules: AIC, AIV, ID01, ID05, IX00, OR12, OR14, OR23, OR25, OR32, OR34, OR54, OR62
CL-B101D40-RTD: Smart switchboard style 101 segment Tricolor or Mono-color digital bargraph with four 0.56" LED digits display controller and RTD input in a switchboard style case.
Price: $435, Case: 144x36mm 9/64 DIN (9/64), Depth: 117mm
Compatible modules: AIC, AIV, IT11, OR12, OR14, OR23, OR25, OR32, OR34, OR54, OR62
CL-B101D40-TC: Smart switchboard style 101 segment Tricolor or Mono-color digital bargraph with four 0.56" LED digits display controller and four fully programmable set points for J, K, R, and T type thermocouples input in a switchboard style case.
Price: $435, Case: 144x36mm 9/64 DIN (9/64), Depth: 117mm
Compatible modules: AIC, AIV, IT10, OR12, OR14, OR23, OR25, OR32, OR34, OR54, OR62
CL-B101D40HZ: Smart 101 segment, 4 digit LED Tricolor or Mono-color digital line frequency / rate bargraph controller with four fully programmable set points in a switchboard style case for monitoring, measurement, and control applications.
Price: $435, Case: 144x36mm 9/64 DIN (9/64), Depth: 117mm
Compatible modules: AIC, AIV, IF05, IF06, OR12, OR14, OR23, OR25, OR32, OR34, OR54, OR62
CL-B101D40PS: Smart 101 segment, 4 digit LED Tricolor or Mono-color digital bargraph controller with Programmable Scale Factor input signal scaling and four fully programmable set points in a switchboard style case for monitoring, measurement, and control applications.
Price: $435, Case: 144x36mm 9/64 DIN (9/64), Depth: 117mm
Compatible modules: AIC, AIV, IA05, IA06, IA07, IA09, IA11, IA3V, ID01, ID02, ID03, ID04, ID09, IGYZ, IP01, IP02, IP03, IP07, IR03, IR05, IS01, IS02, IS04, OR12, OR14, OR23, OR25, OR32, OR34, OR54, OR62
CL-B101D40RPM: Smart 101 segment, 4 digit LED Tricolor or Mono-color digital bargraph controller with four fully programmable set points in a switchboard style case for RPM Measurement.
Price: $495, Case: 144x36mm 9/64 DIN (9/64), Depth: 117mm
Compatible modules: AIC, AIV, IF05, OR12, OR15, OR23, OR25, OR32, OR34, OR54, OR62
DL-40-TC: 96x48mm (3.78"x1.89"), Depth behind bezel: 117mm (4.61"), Temperature Meter, Red or Optional Green or Super bright 4 Digit LED in a 1/8 DIN Case
Price: $246, Case: 96x48mm 1/8 DIN (1/8), Depth: 117mm
Compatible modules: AIC, AIV, IT10, IX00, OR12, OR14, OR23, OR25, OR32, OR34, OR54, OR62, R2, R214, R234, R254
DL-40JANUS: The DL-40JANUS programmable panel meter combines the functionality of our old DL-40 and <a href="/meter/DL-40PSF">DL-40PSF</a>, allowing rescaling with or without an external signal source and features a switchable program lock. Optional Modbus RTU RS-485 serial (new) or analog and up to six relays output for measurement and control applications in a 1/8 DIN case, 96x48mm (3.78"x1.89"), Depth behind bezel: 117mm (4.61")
Price: $284, Case: 96x48mm 1/8 DIN (1/8), Depth: 117mm
Compatible modules: AIC, AIV, IA05, IA06, IA07, IA08, IA09, IA11, IA3V, ID01, ID02, ID03, ID04, ID05, ID07, ID09, IGYZ, IP01, IP02, IP03, IP07, IPT1, IR03, IR05, IS01, IS02, IS04, IS05, IS06, IX00, OR12, OR14, OR23, OR25, OR32, OR34, OR54, OR62, R2, R214, R234, R254, S485
DL-40PSF: Replaced by <a href="/meter/DL-40JANUS">DL-40JANUS</a>. 96x48mm (3.78"x1.89"), Depth behind bezel: 117mm (4.61"), Panel Meter with programmable scale factor and offset with isolated 4 to 20 mA output retransmission capability for measurement and control applications, Red or Optional Green or Super bright 4 Digit LED in a 1/8 DIN Case
Case: 96x48mm 1/8 DIN (1/8), Depth: 117mm
Compatible modules: AIC, AIV, IA05, IA06, IA07, IA08, IA09, IA11, IA3V, ID01, ID02, ID03, ID04, ID05, ID09, IGYZ, IP01, IP02, IP03, IP07, IR03, IR05, IS01, IS02, IS04, IS05, IS06, IX00, OR12, OR14, OR23, OR25, OR32, OR34, OR54, OR62, R2, R214, R234, R254
DL-40RPM: 96x48mm (3.78"x1.89"), Depth behind bezel: 117mm (4.61"), RPM Meter, Red or Optional Green or Super bright 4 Digit LED in a 1/8 DIN Case
Price: $250, Case: 96x48mm 1/8 DIN (1/8), Depth: 117mm
Compatible modules: AIC, AIV, IF05, IX00, OR12, OR14, OR23, OR25, OR32, OR34, OR54, OR62, R2, R214, R234, R254
FL-B101D40: The FL-B101D40 is a combination bargraph and numeric display with optional control functionality through user-selected output modules. The bargraph has 101 segments with options for horizontal or vertical displays and center zeroing, while the numeric display can display between -1999 to 9999 counts. Both bargraph and numeric display have a wide variety of color options and can be chosen distinctly from one another. The meter itself has four programmable setpoints with adjustable hysteresis and can trigger up to four relays once the setpoints are reached; the first setpoint can use delay-on-make and delay-on-break for automatic pump control functionality.
NOTE: Texmate offers various versions of the FL-B101D40 with suffixes (ex. "FL-B101D40-RPM"); these are the same base model as the FL-B101D40 and take the exact same input modules as the base meter. We offer suffixed models to assist customers with distinguishing between visually identical meters, especially if they're purchasing mixed lots of the same base model.
Price: $347, Case: 144x36mm 9/64 DIN (9/64), Depth: 117mm
Compatible modules: IA05, IA06, IA07, IA09, IA11, IA3V, ID01, ID02, ID03, ID04, ID09, IGYZ, IP01, IP02, IP03, IP07, IR03, IS01, IS02, IS04, IS05, OIC, OIV, R12, R14
FL-B101D40-HZ: The FL-B101D40 is a combination bargraph and numeric display with optional control functionality through user-selected output modules. The bargraph has 101 segments with options for horizontal or vertical displays and center zeroing, while the numeric display can display between -1999 to 9999 counts. Both bargraph and numeric display have a wide variety of color options and can be chosen distinctly from one another. The meter itself has four programmable setpoints with adjustable hysteresis and can trigger up to four relays once the setpoints are reached; the first setpoint can use delay-on-make and delay-on-break for automatic pump control functionality.
The FL-B101D40-HZ is intended for measuring low volt frequency or line frequency (60-600V AC, UL listed) via the IF05 and IF06 input modules. Datasheets for the IF05 are available in the configurator.
Price: $348, Case: 144x36mm 9/64 DIN (9/64), Depth: 117mm
Compatible modules: IF05, IF06, OIC, OIV, R1, R11, R12, R13, R14, R15, R16, R2
FL-B101D40-RPM: The FL-B101D40-RPM is a combination bargraph and numeric display with optional control functionality through user-selected output modules. The bargraph has 101 segments with options for horizontal or vertical displays and center zeroing, while the numeric display can display between -1999 to 9999 counts. Both bargraph and numeric display have a wide variety of color options and can be chosen distinctly from one another. The meter itself has four programmable setpoints with adjustable hysteresis and can trigger up to four relays once the setpoints are reached; the first setpoint can use delay-on-make and delay-on-break for automatic pump control functionality.
The RPM model is specifically intended for measuring RPM (via 0-20VDC or 0-30V AC input w/ 24V exc for either) through the IF05 input module.
Price: $348, Case: 144x36mm 9/64 DIN (9/64), Depth: 117mm
Compatible modules: IF05, OIC, OIV, OR12, OR14
FL-B101D40-RTD: The FL-B101D40 is a combination bargraph and numeric display with optional control functionality through user-selected output modules. The bargraph has 101 segments with options for horizontal or vertical displays and center zeroing, while the numeric display can display between -1999 to 9999 counts. Both bargraph and numeric display have a wide variety of color options and can be chosen distinctly from one another. The meter itself has four programmable setpoints with adjustable hysteresis and can trigger up to four relays once the setpoints are reached; the first setpoint can use delay-on-make and delay-on-break for automatic pump control functionality.
The FL-B101D40-RTD is intended for RTD measurement through the IT11 input module with a 100Ω Pt. Selectable 3 or 4-wire input. Users can select between °C/°F and a 1° or 0.1° resolution display. Decimal point selection is done through the meter itself.
Price: $348, Case: 144x36mm 9/64 DIN (9/64), Depth: 117mm
Compatible modules: IT11, OIC, OIV, R12, R14
FL-B101D40-TC: The FL-B101D40 is a combination bargraph and numeric display with optional control functionality through user-selected output modules. The bargraph has 101 segments with options for horizontal or vertical displays and center zeroing, while the numeric display can display between -1999 to 9999 counts. Both bargraph and numeric display have a wide variety of color options and can be chosen distinctly from one another. The meter itself has four programmable setpoints with adjustable hysteresis and can trigger up to four relays once the setpoints are reached; the first setpoint can use delay-on-make and delay-on-break for automatic pump control functionality.
The FL-B101D40-TC is intended for measuring temperature through the IT10 input module, allowing it to take J, K, R, and T type thermocouples. Users can select between °C/°F and 1°/0.1° resolution for the display.
Price: $348, Case: 144x36mm 9/64 DIN (9/64), Depth: 117mm
Compatible modules: IT10, OIC, OIV, R1, R11, R12, R13, R14, R15, R16, R2
FL-B101D40PF: The FL-B101D40 is a combination bargraph and numeric display with optional control functionality through user-selected output modules. The bargraph has 101 segments with options for horizontal or vertical displays and center zeroing, while the numeric display can display between -1999 to 9999 counts. Both bargraph and numeric display have a wide variety of color options and can be chosen distinctly from one another. The meter itself has four programmable setpoints with adjustable hysteresis and can trigger up to four relays once the setpoints are reached; the first setpoint can use delay-on-make and delay-on-break for automatic pump control functionality.
The FL-B101D40PF is meant for use as a power factor indicator, accepting an analog DC signal from a power factor transducer. Inputs can include 4-20mA, 0-1mA, 2VDC, 5VDC, and 10VDC. It provides a bargraph and digital display reading in the format customary for power factor meters, with the bargraph centered at PF=1.0. Lead and lag are indicated by the bargraph extending upward (lead) or downward (lag) with cos(theta) scale markings from LAG 0.5 to 1.0 to LEAD 0.5. The digital display provides a corresponding numeric readout of the same data with LAG represented by negative sign.
Price: $348, Case: 144x36mm 9/64 DIN (9/64), Depth: 117mm
Compatible modules: IP07, R12, R14
FL-B101Q: 144x36mm, Leopard, 101 Segment Bargraph. Please note that in 2012 the headers were changed from 2-pin to 3-pin headers. This is differs to what is shown in the Product Manual. New header details here (PDF).
Price: $316, Case: 144x36mm 9/64 DIN (9/64), Depth: 117mm
Compatible modules: IA05, IA06, IA07, IA08, IA09, IA11, IA3V, ID01, ID02, ID03, ID04, ID05, ID07, ID09, IGYZ, IP01, IP02, IP03, IP07, IR03, IR05, IS01, IS02, IS04, IS05, IS06, IT03, IT04, IT05, IT06, IT07, IT08, IT09, IT14, OIC, OIV, R12, R14
FL-B101Q-ACA: Bargraph Meter, AC Amps with RMS Option, Analog current or voltage outputs and up to four relays outputs, 144x36mm, 101 Segment in a 9/64 DIN CASE
Price: $316, Case: 144x36mm 9/64 DIN (9/64), Depth: 117mm
Compatible modules: IA09, IA11, OIC, OIV, R12, R14
FL-B101Q-ACV: Bargraph Meter, AC Volts with RMS Option, 144x36mm, 101 Segment in a 9/64 DIN CASEOptional Isolated 16 bit, 4-20mA Current or 0-10V DC Voltage analog output and up to four optional relays.
Price: $316, Case: 144x36mm 9/64 DIN (9/64), Depth: 117mm
Compatible modules: IA06, IA07, IA12, IA3V, OIC, OIV, R12, R14
FL-B101Q-DCA: DC Amps 101 Segments Bargraph (red, green or tri-color) Meter Controller and Transmitter. Excellent replacement for Horizontal and Vertical Switchboard Meters. 144x36mm, in a 9/64 DIN Case. Select ID02, DC-Millivolt, 20/50/100/200mV DC for use with external shunts (100mV shunt is standard). Select ID09 with 1A internal shunt or ID04 with 5A internal shunt, both suitable for direct measurement of up to 1A DC or 5A DC.
Price: $316, Case: 144x36mm 9/64 DIN (9/64), Depth: 117mm
Compatible modules: ID02, ID04, ID09, OIC, OIV, R12, R14
FL-B101Q-DCV: 2/20/200V DC Volts Meter Controller and Transmitter, Excelent replacement for Horizontal and Vertical Switchboard Meters, 144x36mm, 101 Segments in a 9/64 DIN Case
Price: $316, Case: 144x36mm 9/64 DIN (9/64), Depth: 117mm
Compatible modules: ID01, ID05, OIC, OIV, R12, R14
FL-B101Q-HZ: Bargraph Meter, AC Line Frequency with Isolated current or voltage output and up to 4 relays. 144x36mm, 101 Segment in a 9/64 DIN Case
Price: $316, Case: 144x36mm 9/64 DIN (9/64), Depth: 117mm
Compatible modules: IF02, IF06, OIC, OIV, R12, R14
FL-B202Q: 144x36mm, Leopard, Dual 101 Segment Bargraphs. Please note that in 2012 the headers were changed from 2-pin to 3-pin headers. This is differs to what is shown in the Product Manual. New header details here (PDF).
Price: $402, Case: 144x72mm 9/32 DIN (9/32), Depth: 117mm
Compatible modules: IA05, IA06, IA07, IA08, IA09, IA11, IA3V, ID01, ID02, ID03, ID04, ID05, ID07, ID09, IDP4, IGYZ, IP01, IP02, IP03, IP07, IR03, IR05, IS01, IS02, IS04, IS05, IS06, IT03, IT04, IT05, IT06, IT07, IT08, IT09, IT14, OIC, OIV, R1, R11, R12, R13, R14, R15, R16, R2
PL-B101D40: 144x24mm, Meter Bargraph Controller. 101 Segment, 4 Digit LED
Price: $347
Compatible modules: IA05, IA06, IA07, IA08, IA09, IA11, IA3V, ID01, ID02, ID03, ID04, ID05, ID07, ID09, IGYZ, IP01, IP02, IP03, IP07, IR03, IR05, IS01, IS02, IS04, IS05, IS06, IT03, IT04, IT05, IT06, IT07, IT08, IT09, IT14, OIC, OIV, R12, R14
### X-Series Meters
BX-35: 96x24mm, Lynx, 3.5 Digit
Price: $171, Case: 96x24mm 1/16 DIN (1/16), Depth: 117mm
Compatible modules: IA05, IA06, IA07, IA08, IA09, IA11, IA3V, ID01, ID02, ID03, ID04, ID05, ID07, ID09, IF02, IGYZ, IP01, IP02, IP03, IR02, IR04, IR05, IS05, IS06, IT03, IT04, IT05, IT06, IT07, IT08, IT09, IT14, IX00
BX-35-ACA: AC amperes, Scaled RMS. 5 Amp (built-in shunt), 3.5 digit True RMS optional
Price: $171, Case: 96x24mm 1/16 DIN (1/16), Depth: 117mm
Compatible modules: IA09, IA11
BX-35-ACV: A 3.5 DIGIT AC Volt Meter with either Scaled RMS VAC (IA01) or True RMS VAC (IA06) Input Modules up 300VAC.
Price: $171, Case: 96x24mm 1/16 DIN (1/16), Depth: 117mm
Compatible modules: IA06, IA07, IA12, IA3V
BX-35-DCA: 20/50/100/200mV DC Full Scale, 96x24mm, 3 1/2 Digit with 0.56” LEDs in a 1/16 DIN Case
Price: $171, Case: 96x24mm 1/16 DIN (1/16), Depth: 117mm
Compatible modules: ID02
BX-35-DCV: 2V/20V/200V DC Meter, 96x24mm, 3 1/2 Digit with 0.56” LEDs in a 1/16 DIN case
Price: $171, Case: 96x24mm 1/16 DIN (1/16), Depth: 117mm
Compatible modules: ID01, ID05
BX-35-HZ: Line frequency 199.9 or 500 Hz up to 700V AC input, 3.5 digit
Price: $171, Case: 96x24mm 1/16 DIN (1/16), Depth: 117mm
Compatible modules: IF02
BX-45: 96x24mm, Lynx, 4.5 Digit
Price: $203, Case: 96x24mm 1/16 DIN (1/16), Depth: 117mm
Compatible modules: IA05, IA06, IA07, IA08, IA09, IA11, IA3V, ID01, ID02, ID03, ID04, ID05, ID07, ID09, IF02, IGYZ, IP01, IP02, IP03, IR02, IS05, IS06, IT03, IT04, IT05, IT06, IT07, IT08, IT09, IT14, IX00
BX-45-ACA: 5 amp AC current meter, 4.5 Digit with 0.56" or 0.8" LEDs True RMS optional
Price: $203, Case: 96x24mm 1/16 DIN (1/16), Depth: 117mm
Compatible modules: IA09, IA11
BX-45-ACV: A 4.5 DIGIT AC Volt Meter with either Scaled RMS VAC (IA01) or True RMS VAC (IA06) Input Modules up to 300 VAC.
Price: $203, Case: 96x24mm 1/16 DIN (1/16), Depth: 117mm
Compatible modules: IA06, IA07, IA12, IA3V
BX-45-DCA: 20/50/100/200mV DC Full Scale, 96x24mm, 4 1/2 Digit with 0.56” LEDs in a 1/16 DIN Case
Price: $203, Case: 96x24mm 1/16 DIN (1/16), Depth: 117mm
Compatible modules: ID02
BX-45-DCV: 2V/20V/200V DC Meter, 96x24mm, 4 1/2 Digit with 0.56” LEDs in a 1/16 DIN case
Price: $203, Case: 96x24mm 1/16 DIN (1/16), Depth: 117mm
Compatible modules: ID01, ID05
BX-B31: 96x24mm, Lynx, 31 segment bargraph. Available in red, or green displays, with or without relay outputs.
Price: $238, Case: 96x24mm 1/16 DIN (1/16), Depth: 117mm
Compatible modules: IA05, IA06, IA07, IA08, IA09, IA11, IA3V, ID01, ID02, ID03, ID04, ID05, ID07, ID09, IF02, IGYZ, IP01, IP02, IP03, IR02, IR04, IR05, IS05, IS06, IT03, IT04, IT05, IT06, IT07, IT08, IT09, IT14, R2
DX-35: 96x48mm (3.78"x1.89"), Depth behind bezel: 117mm (4.61"), Lynx, 3.5 Digit
Price: $193, Case: 96x48mm 1/8 DIN (1/8), Depth: 117mm
Compatible modules: IA05, IA06, IA07, IA08, IA09, IA11, IA3V, ID01, ID02, ID03, ID04, ID05, ID07, ID09, IF02, IGYZ, IP01, IP02, IP03, IR02, IR04, IR05, IS05, IS06, IT03, IT04, IT05, IT06, IT07, IT08, IT09, IT14, IX00
DX-40: 96x48mm (3.78"x1.89"), Depth behind bezel: 117mm (4.61"), Lynx, Large 4 Digit
Price: $235, Case: 96x48mm 1/8 DIN (1/8), Depth: 117mm
Compatible modules: IA05, IA06, IA07, IA08, IA09, IA11, IA3V, ID01, ID02, ID03, ID04, ID05, ID07, ID09, IF02, IGYZ, IP01, IP02, IP03, IR02, IS05, IS06, IT03, IT04, IT05, IT06, IT07, IT08, IT09, IT14, IX00
DX-45: 96x48mm (3.78"x1.89"), Depth behind bezel: 117mm (4.61"), Lynx, 4.5 Digit
Price: $208, Case: 96x48mm 1/8 DIN (1/8), Depth: 117mm
Compatible modules: IA05, IA06, IA07, IA08, IA09, IA11, IA3V, ID01, ID02, ID03, ID04, ID05, ID07, ID09, IF02, IGYZ, IP01, IP02, IP03, IR02, IS05, IS06, IT03, IT04, IT05, IT06, IT07, IT08, IT09, IT14, IX00
FX-B101Q: 144x36mm, Lynx, 101 Segment BargraphOptional Isolated 16 bit, 4-20mA Current or 0-10V DC Voltage analog output FX-B101Q is being discontinued. Finite quantity in stock. The Replacement model is FL-B101Q.
Compatible modules: IA05, IA06, IA07, IA08, IA09, IA11, IA3V, ID01, ID02, ID03, ID04, ID05, ID07, ID09, IF02, IGYZ, IP01, IP02, IP03, IP07, IR02, IR04, IR05, IS05, IS06, IT03, IT04, IT05, IT06, IT07, IT08, IT09, IT14, OIC, OIV
### Other Meters
AM-20: A rugged 20 Segment LED Bargraph. Single positive inputs only. Input ranges: 4-20mA,2V, 20V, and 200V, with2Vbeing standard.Selectable Dot Bar mode and scale indicators. X5 resolution increase with proportional brightness mode. Custom scaling available.Operates as a center-zero meter with isolated 5 V power supply. 0.15" segments. Current consumption 20 mA in Bar mode. Can operate from 4 to 24V DC in Dot mode.
Price: $130
Built-in functions: DC Milliamp 2/20/200mA with Offset and 24V Excitation, DC Volts 2/20/200V/Custom with Offset and 24V Excitation
AM-30: 5V DC Powered 31 Segment LED Bargraph with optional Single (AM-30R1) or Dual (AM-30R2) Setpoints.Seven header selectable input ranges of 50mV, 100mV, 200mV,1V,5V ,10V and 4-20mA.The meter comes standard input of1Vwith a scale of 0 – 100%. The meter may also be ordered with a dot mode display option.
Price: $216
Built-in functions: DC Milliamp 4-20mA, DC Volts 50mV/100mV/200mV/1V/5V/10V
AM-30R1: 5V DC Powered 31 Segment LED Bargraph with Single Setpoint.Seven header selectable input ranges of 50mV, 100mV, 200mV,1V,5V ,10V and 4-20mA.The meter comes standard input of1Vwith a scale of 0 – 100%. The meter may also be ordered with a dot mode display option.
Price: $224
Built-in functions: DC Milliamp 4-20mA, DC Volts 50mV/100mV/200mV/1V/5V/10V
AM-30R2: 5V DC Powered 31 Segment LED Bargraph with Dual Setpoint.Seven header selectable input ranges of 50mV, 100mV, 200mV,1V,5V ,10V and 4-20mA.The meter comes standard input of1Vwith a scale of 0 – 100%. The meter may also be ordered with a dot mode display option.
Price: $264
Built-in functions: DC Milliamp 4-20mA, DC Volts 50mV/100mV/200mV/1V/5V/10V
BL-40-HZ: Line Frequency with Isolated current or voltage output and up to 4 relays. 96x24mm, 4 Digit 0.56” LEDs in a 1/16 DIN Case
Price: $260, Case: 96x24mm 1/16 DIN (1/16), Depth: 117mm
Compatible modules: IF05, IF06, OIC, OIV, R2
BL-40PSF-ACA: Built-in Programmable Scale Factor, No Input required to calibrate, scalable to read the Primary CT up to 9999A with a 5 Amp or 1 Amp secondary, 96x24mm, 4 Digit 0.56” LEDs in a 1/16 DIN Case
Price: $260, Case: 96x24mm 1/16 DIN (1/16), Depth: 117mm
Compatible modules: IA09, IA11, OIC, OIV, R2
BL-40PSF-ACV: Built-in Programmable Scale Factor, No Input required to calibrate, scalable to read any PT up to 9999V with secondary of 120/240 VAC, 96x24mm, 4 Digit 0.56” LEDs in a 1/16 DIN Case
Price: $260, Case: 96x24mm 1/16 DIN (1/16), Depth: 117mm
Compatible modules: IA06, IA07, IA12, IA3V, OIC, OIV, R2
BL-40PSF-DCA: Built-in Programmable Scale Factor, No Input required to calibrate, DC Amp Meter, Transmitter and Controller with optional 4-20mA or 0-10 VDC Output. 20/50/100/200mV DC Full Scale, 96x24mm, 4 Digit 0.56” LEDs in a 1/16 DIN CASE
Price: $260, Case: 96x24mm 1/16 DIN (1/16), Depth: 117mm
Compatible modules: ID02, OIC, OIV, R2
BL-40PSF-DCV: Built-in Programmable Scale Factor, No Input required to calibrate, DC Amp Meter, Transmitter and Controller with optional 4-20mA or 0-10 VDC Output. 2/20/200V DC Meter, 96x24mm, 4 Digit 0.56” LEDs in a 1/16 DIN CASE
Price: $260, Case: 96x24mm 1/16 DIN (1/16), Depth: 117mm
Compatible modules: ID01, ID05, OIC, OIV, R2
BL-40PSF-PROCESS: A powerful smart 4-20mA/0-10V process meter relay with Isolated 4-20 mA output retransmission capability for measurement and control applications. Built-in Programmable Scale Factor, No Input required to calibrate. 96x24mm, Meter Controller, Red or Optional Green or Super bright 4 Digit LED in a 1/16 DIN case
Price: $260, Case: 96x24mm 1/16 DIN (1/16), Depth: 117mm
Compatible modules: ID01, ID05, IP01, IP02, OIC, OIV, R2
BN-35: The BN-35 is pin to pin compatible with the Newport model 215. The BN-35 is a cost-effective long-lasting high-quality pin for pin functional replacement for the Newport model 215, with many more features. It is a 3 1/2 digit voltmeter in a compact 96x24mm DIN case with non-isolated 5VDC power. Another version of the BN-35, the BN-35I with in- ternally isolated 9V, 12V, 15V or 24VDC power, is also available. The case has a short depth of just 2.83 inches (72mm) behind the panel. The meter has four user-selectable ranges of 200mV, 2V, 20V and 200V. The BN-35 may also be calibrated at the factory for these ranges or specially scaled for other ranges (see Ordering Information below). Provision to offset the zero is also available as an option for 4-20mA signals. The DIN case is interchangeable with all Texmate meters of a similar form factor. Replacements or repairs are "plug-and-play".
Price: $199, Case: 96x24mm 1/16 DIN Short-Depth (1/16), Depth: 72mm
Built-in functions: DC Volts 200mV/2V/20V/200V
BN-35I: The BN-35 is pin to pin compatible with the Newport model 215.The BN-35I is a cost-effective long-lasting high-quality pin for pin functional replacement for the Newport model 215, with many more features. It is a 3 1⁄2 digit voltmeter in a compact 96x24mm DIN case with an internal iso- lated power supply. 24VDC is standard with optional 12VDC and 15VDC. The case has a short depth of just 2.83 inches (72mm) behind the panel. The meter has four user-selectable ranges of 200mV, 2V, 20V and 200V. The BN-35I may also be calibrated at the factory for these ranges or specially scaled for other ranges (see Ordering Information below). Provision to offset the zero is also available as an option for 4-20mA signals. The display is shipped standard with red LEDs, but green LEDs or super bright LEDs for high ambient light environments are also offered. Display Segment Test, Display Blank and Hold Reading are standard features. As with the BN-35I, the DIN case is interchangeable with all Texmate meters of a similar form factor. Replacements or repairs are "plug-and-play".
Price: $249, Case: 96x24mm 1/16 DIN Short-Depth (1/16), Depth: 72mm
Built-in functions: DC Volts 200mV/2V/20V/200V
BN-40BCD: Binary Code Display, 4.0 Digit, 5VDC,Optional 12VDC Power. SelectBN-40BCD/12in Special Options tab.Parallel or MUX BCD Inputs.
Price: $305
Built-in functions: Digital Input
BN-45-DCV: The BN-45 is pin-to-pin compatible with the Newport model 2520.
The BN-45 is the big brother to the BN-35 series meters with a 4.5-digit display. It is a short-depth, dimmable voltmeter with a non-isolated 5VDC power supply in a compact 96x24mm case that has a short depth of just 2.83 inches (72mm) behind the panel.
The meter has five common input ranges of 2V (standard), 20V, 200V, and 200mVDC. Other ranges and special scaling can be ordered and calibrated at the factory (see Special Options & Custom Calibration tab below). Provision to offset the zero is also available as an option, including different offset ranges.
The display is shipped standard with red LEDs. Blue LEDs that are visible under bright sunlight, and green LEDs are also offered. Display Test, Dim/Blank, and Hold Reading are standard features. Great for high voltage measurement, EV battery applications, and solar battery arrays.
If you need 5V, 24V or 48V isolation, or are measuring up to 1200V, please view our BN-45I.
Price: $316, Case: 96x24mm 1/16 DIN Short-Depth (1/16), Depth: 72mm
Built-in functions: DC Volts 2V/20V/200V/1200V
BN-45CL420: The BN-45CL420 is a slim, short-depth 4.5-digit (±19999) display,dimmable, 4 to 20mA current loop meter with a default selection of 9-36VDC or optional 36-75VDC power supply (both isolated and autosensing) for your 12V, 24V, and 48VDC applications. It includes special input protection circuitry that can withstand up to 50VDC connection and overcurrents up to 40mA (clamps to 32mA).The BN-45CL420 is specifically designed to be factory-calibrated to almost any conceivable engineering unit, such as temperature, pressure, viscosity, or flow rates etc.It is in a compact 96x24mm case that has a short depth of just 2.83 inches (72mm) behind the panel.The display is shipped standard with red LEDs. Blue LEDs that are visible under bright sunlight, and green LEDs are also offered. Display Test, Dim/Blank, and Hold Reading are standard features.
Price: $342, Case: 96x24mm 1/16 DIN Short-Depth (1/16), Depth: 72mm
Built-in functions: 4-20mA
BN-45I-DCV: The BN-45I is a 4.5-digitdimmablevoltmeter with power supply options of 5VDC (isolated, standard), 9-36 VDC, or 36-75 VDC (both auto-sensing and isolated, optional) for your 5V, 12V, 24V, and 48VDC applications. It is in a compact 96x24mm case that has a short depth of just 2.83 inches (72mm) behind the panel.The meter has three common input ranges of 2V (standard), 20V, or 200VDC (both optional), and an optional factory-installed 1200VDC range. Other ranges and special scaling can be ordered and calibrated at the factory (see Special Options & Custom Calibration tab below). Provision to offset the zero is also available as an option, including different offset ranges.The display is shipped standard with red LEDs. Blue LEDs that are visible under bright sunlight, and green LEDs are also offered. Display Test, Dim/Blank, and Hold Reading are standard features.Another version of the BN-45I, the modelBN-45, is also available with a non-isolated 5VDC power supply.
Price: $342, Case: 96x24mm 1/16 DIN Short-Depth (1/16), Depth: 72mm
Built-in functions: DC Volts 2V/20V/200V/1200V
BX-35-PROCESS: 4-20mA / 0-10V process, 96x24mm, 3.5 Digit
Price: $171, Case: 96x24mm 1/16 DIN (1/16), Depth: 117mm
Compatible modules: ID01, ID05, IP01, IP02
BX-45-PROCESS: 4-20mA / 0-10V process, 96x24mm, Lynx, 4.5 Digit
Price: $203, Case: 96x24mm 1/16 DIN (1/16), Depth: 117mm
Compatible modules: ID01, ID05, IP01, IP02
BX-B31-PROCESS: Bargraph Meter, 31 LED segments, 96x24mm
Price: $238, Case: 96x24mm 1/16 DIN (1/16), Depth: 117mm
Compatible modules: ID01, ID05, IP01, IP02, R1, R11, R16, R2
CL-Astern-Ahead: The CL-Astern-Ahead RPM tachometer is based on the popular CL-B101D40 circular, tricolor bargraph meter with 4 digit display and four programmable setpoints (with optional relay outputs) for monitoring and control applications. As an Astern-Ahead-RPM tachometer, the bargraph is centered and can show any range of -/+ (Astern / Ahead) values on a customizable faceplate. RPM value (scalable from -1999 to 9999) is optionally shown in the 4-digit display. Nearly any VDC, VAC, or mA current input signal can be accommodated. The bargraph colors can be set to red, green, or orange for either range and center. The 4-digit display can be red or green. Brightness can be reduced by half with a simple switch input.Setpoints and relay closures can be used to alarm the user and/or trigger other equipment when certain RPM values are exceeded, e.g., say the maximum desired RPM is 135 but can be set up to 150, then a setpoint can be set up to change the bargraph color to red if RPM exceeds 135 (and relay can also be triggered at that time). Setpoints can also be used to show throttle position (throttle provides an input signal to the meter) on the tricolor bargraph including center deadband (e.g., green), changing color when the throttle is moved into the Astern (e.g., orange) or Ahead (e.g., red) zones (or center deadband is green and Astern/Ahead are orange, leaving red for RPM alarm signaling via setpoint). Relays can replace microswitch signaling to the control room for Astern and Ahead activation. The throttle position can be communicated via analog output (VDC or 4-20mA) to engine control.Other measurement and control options are possible. Contact Texmate, Inc. to discuss your application!
Price: $714
Compatible modules: AIC, AIV, ID01, ID03, IP01, OR12, OR14, OR23, OR25, OR32, OR34, OR54, OR62
CL-B101D40PF: This unit accepts an analog DC signal from a Power Factor transducer, ranging from 4-20mA, 0-1mA, 2VDC, 5VDC, and 10VDC.It provides a bargraph and digital display of the reading in the format customary for Power Factor meters with the bargraph centered at PF=1.0.Lead and lag are indicated by the circular bargraph extending clockwise (lead) or counter clockwise (lag) with cos(theta) scale markings from LAG 0.5 to 1.0 to LEAD 0.5.The digital display provides a corresponding numeric readout of the same data with LAG represented by a negative sign.
Price: $435, Case: 144x36mm 9/64 DIN (9/64), Depth: 117mm
Compatible modules: IA3V, IP07, OR12, OR14, OR23, OR25, OR32, OR34, OR54, OR62
CM-35XT: 3.5 digit LCD, Loop Powered, 4-20mAOptional Dummy 0, °F or °C DisplayNew:Meter is now shipped with both ratcheting type and screw type mounting clips. Combine both types to get extra mounting strength.
Price: $194
Built-in functions: 4-20mA
CM-35XTL: A Multirange, Easily-Scaled 4-20 mA Process Meter with Screw Terminal and Edge Connector Inputs, Dummy 0, °C OR °F and less than 1 V Loop Drop, 3.5 digit LCDNew:Meter is now shipped with both ratcheting type and screw type mounting clips. Combine both types to get extra mounting strength.
Price: $227
Built-in functions: 4-20mA
CPW-503: 3 phase Power Meter▪ Basic model includes standard display, standardpower supply, and RS-485 Modbus RTU with 2Relays.▪ Voltage Range 600V, Current Range 0.5~5A or0.05~1A (Optional)▪ Digital Input (Optional)
Compatible modules: AC1, AC5, ACY
DD-40VHZ: Dual Display for AC Volt/Frequency. Dual 4 digit with 0.3" LEDs. 30-300 VAC/20-450Hz input. 1/16 DIN Case.
Price: $349
Built-in functions: AC Volts 30-300V, Line Frequency 20-450Hz
DL-40-HZ: A 4 DIGIT AC Frequency Meter Controller and Transmitter with ranges of .01Hz / .1Hz and 1Hz.Up to 4 relays with combinations of 2/ 9A for C and 2/4A form A. other combinations availableAnalog output 0-20mA / 4-20mA or 0-10VDCUniversal Auxiliary Switching Power Supply 85-265 VAC / 95-365 VDC @ 50/60Hz Standard or Optional 15-48 VAC / 10-72 VDC.Case: 1/8 DIN size 96x48mm (3.78"x1.89"), Depth behind bezel: 117mm (4.61")Meter to be used on Power Industries and Control Rooms.
Price: $246, Case: 96x48mm 1/8 DIN (1/8), Depth: 117mm
Compatible modules: AIC, AIV, IF05, IX00, OR12, OR14, OR23, OR25, OR32, OR34, OR54, OR62, R2, R214, R234, R254
DL-40-RTD: 96x48mm (3.78"x1.89"), Depth behind bezel: 117mm (4.61"), Temperature Meter, Red or Optional Green or Super bright 4 Digit LED in a 1/8 DIN Case
Price: $246, Case: 96x48mm 1/8 DIN (1/8), Depth: 117mm
Compatible modules: AIC, AIV, IT11, IX00, OR12, OR14, OR23, OR25, OR32, OR34, OR54, OR62, R2, R214, R234, R254
DL-40JANUS-ACA: High Accuracy Programmable AC Amp Meter, Transmitter and Controller, allowing rescaling with or without an external signal source and features a switchable program lock.Optional Modbus RTU RS-485 serial (new) or analog and up to six relays output for measurement and control applications in a 1/8 DIN case, 96x48mm (3.78"x1.89"), Depth behind bezel: 117mm (4.61")
Price: $284, Case: 96x48mm 1/8 DIN (1/8), Depth: 117mm
Compatible modules: AIC, AIV, IA09, IA11, IX00, OR12, OR14, OR23, OR25, OR32, OR34, OR54, OR62, R2, R214, R234, R254, S485
DL-40JANUS-ACV: High Accuracy Programmable AC Volt Meter, Transmitter and Controller, allowing rescaling with or without an external signal source and features a switchable program lock.Optional Modbus RTU RS-485 serial (new) or analog and up to six relays output for measurement and control applications in a 1/8 DIN case, 96x48mm (3.78"x1.89"), Depth behind bezel: 117mm (4.61")
Price: $284, Case: 96x48mm 1/8 DIN (1/8), Depth: 117mm
Compatible modules: AIC, AIV, IA06, IA07, IA12, IA3V, IX00, OR12, OR14, OR23, OR25, OR32, OR34, OR54, OR62, R2, R214, R234, R254, S485
DL-40JANUS-DCA: DC Amp Meter, Transmitter and Controller, allowing rescaling with or without an external signal source and features a switchable program lock. Optional Modbus RTU RS-485 serial (new) or analog (4-20mA) output and up to six relays output for measurement and control applications.1/8 DIN case, 96x48mm (3.78"x1.89"), Depth behind bezel: 117mm (4.61"). Select ID02, DC-Millivolt, 20/50/100/200mV DC for use with external shunts (100mV shunt is standard). Select ID09 with 1A internal shunt or ID04 with 5A internal shunt, both suitable for direct measurement of up to 1A DC or 5A DC.
Price: $284, Case: 96x48mm 1/8 DIN (1/8), Depth: 117mm
Compatible modules: AIC, AIV, ID02, ID04, ID09, IX00, OR12, OR14, OR23, OR25, OR32, OR34, OR54, OR62, R2, R214, R234, R254, S485
DL-40JANUS-DCV: DC Volt Meter, Transmitter and Controller, allowing rescaling with or without an external signal source and features a switchable program lock.Optional Modbus RTU RS-485 serial (new) or analog and up to six relays output for measurement and control applications in a 1/8 DIN case, 96x48mm (3.78"x1.89"), Depth behind bezel: 117mm (4.61")
Price: $284, Case: 96x48mm 1/8 DIN (1/8), Depth: 117mm
Compatible modules: AIC, AIV, ID01, ID05, IX00, OR12, OR14, OR23, OR25, OR32, OR34, OR54, OR62, R2, R214, R234, R254, S485
DL-40JANUS-PROCESS: A powerful smart process Meter, Transmitter and Controller, allowing rescaling with or without an external signal source and features a switchable program lock.Optional Modbus RTU RS-485 serial (new) or analog and up to six relays output for measurement and control applications in a 1/8 DIN case, 96x48mm (3.78"x1.89"), Depth behind bezel: 117mm (4.61")
Price: $284, Case: 96x48mm 1/8 DIN (1/8), Depth: 117mm
Compatible modules: AIC, AIV, ID01, ID05, IP01, IP02, IX00, OR12, OR14, OR23, OR25, OR32, OR34, OR54, OR62, R2, R214, R234, R254, S485
DL-40JANUS-SG: A powerful smart meter to measure 4 wire/6wire pressure transducers, strain gauges, allowing rescaling with or without an external signal source and features a switchable program lock.Optional Modbus RTU RS-485 serial (new) or analog and up to six relays output for measurement and control applications in a 1/8 DIN case, 96x48mm (3.78"x1.89"), Depth behind bezel: 117mm (4.61")
Price: $284, Case: 96x48mm 1/8 DIN (1/8), Depth: 117mm
Compatible modules: AIC, AIV, IS01, IX00, OR12, OR14, OR23, OR25, OR32, OR34, OR54, OR62, R2, R214, R234, R254, S485
DV: DV series Analog Switchboard Meter withDigital Display±0.5% + 2 countsAC/DC Auxiliary Power50/60Hz Operating Frequency
Price: $497
Compatible modules: ACA-001, ACA-01, ACA-05, ACA-20, ACV-010, ACV-100, ACV-110, ACV-120, ACV-150, ACV-500, DCA-001, DCA-010, DCA-100, DCA-420, DCA-50, DCA-60, DCA-75, DCV-50, DCV-500
DX-35-ACA: AC amperes, True RMS. 5 Amp (built-in shunt), 3.5 digit, 96x48mm (3.78"x1.89"), Depth behind bezel: 117mm (4.61")
Price: $177, Case: 96x48mm 1/8 DIN (1/8), Depth: 117mm
Compatible modules: IA09, IA11, IX00
DX-35-ACV: A 3.5 DIGIT AC Volt Meter with True RMS VAC Input Modules (IA06) up to 600VAC.Case: 1/8 DIN size 96X48 mm (3.78"x1.89"), Depth behind bezel: 117mm (4.61")Meter to be used on Power Industries, Scalable to read any Potential Transformer Primary rated up to 2KV with 110,120 or 240 Secondary Volts.
Price: $177, Case: 96x48mm 1/8 DIN (1/8), Depth: 117mm
Compatible modules: IA06, IA07, IA12, IA3V, IX00
DX-35-DCA: DC Amps, 3.5 digit, 96x48mm (3.78"x1.89"), Depth behind bezel: 117mm (4.61"). Select ID02, DC-Millivolt, 20/50/100/200mV DC for use with external shunts (100mV shunt is standard). Select ID09 with 1A internal shunt or ID04 with 5A internal shunt, both suitable for direct measurement of up to 1A DC or 5A DC.
Price: $177, Case: 96x48mm 1/8 DIN (1/8), Depth: 117mm
Compatible modules: ID02, ID04, ID09, IX00
DX-35-DCV: DC volts selectable from2 V/ 20 V / 200 V, 3.5 digit, 96x48mm (3.78"x1.89"), Depth behind bezel: 117mm (4.61")
Price: $177, Case: 96x48mm 1/8 DIN (1/8), Depth: 117mm
Compatible modules: ID01, ID05, IX00
DX-35-HZ: Line frequency 199.9 or 500 Hz up to 700V AC input, 3.5 digit, 96x48mm (3.78"x1.89"), Depth behind bezel: 117mm (4.61")
Price: $177, Case: 96x48mm 1/8 DIN (1/8), Depth: 117mm
Compatible modules: IF02, IX00
DX-35-PROCESS: Process 4 to 20 mA, Fully user scalable, 3.5 digit, 96x48mm (3.78"x1.89"), Depth behind bezel: 117mm (4.61")excitation optional
Price: $177, Case: 96x48mm 1/8 DIN (1/8), Depth: 117mm
Compatible modules: IP01, IP02, IX00
DX-35-RTD-C: Pt.,100Ω in °C, 1° resolutionPlatinum RTD sensorsutility temperature meter96x48mm (3.78"x1.89"), Depth behind bezel: 117mm (4.61")
Price: $177, Case: 96x48mm 1/8 DIN (1/8), Depth: 117mm
Compatible modules: IT03
DX-35-RTD-C.1: Pt.,100Ω in °C, 0.1° resolutionPlatinum RTD sensorsutility temperature meter96x48mm (3.78"x1.89"), Depth behind bezel: 117mm (4.61")
Case: 96x48mm 1/8 DIN (1/8), Depth: 117mm
Compatible modules: IT14
DX-35-RTD-F: Pt.,100Ω in °F, 1° resolutionPlatinum RTD sensorsutility temperature meter96x48mm (3.78"x1.89"), Depth behind bezel: 117mm (4.61")
Price: $177, Case: 96x48mm 1/8 DIN (1/8), Depth: 117mm
Compatible modules: IT04
DX-35-RTD-F.1: Pt.,100Ω in °F, 0.1° resolutionPlatinum RTD sensorsutility temperature meter96x48mm (3.78"x1.89"), Depth behind bezel: 117mm (4.61")
Case: 96x48mm 1/8 DIN (1/8), Depth: 117mm
Compatible modules: IT05
DX-35-SG: Cost-effective meter to measure 4 wire pressure transducers, strain gauges and load cells. 2mV/20mV/V 5/10V Excitation. 96x48mm (3.78"x1.89"), Depth behind bezel: 117mm (4.61")
Price: $177, Case: 96x48mm 1/8 DIN (1/8), Depth: 117mm
Compatible modules: IS05, IX00
DX-35-TC-JC: 3.5 digit, J thermocouple, °C, 1° Resolution (760°C), 96x48mm (3.78"x1.89"), Depth behind bezel: 117mm (4.61")
Price: $177, Case: 96x48mm 1/8 DIN (1/8), Depth: 117mm
Compatible modules: IT08, IX00
DX-35-TC-JF: J Thermocouple order, °F, 3.5 digit, 0.56" LED, 96x48mm (3.78"x1.89"), Depth behind bezel: 117mm (4.61")
Price: $177, Case: 96x48mm 1/8 DIN (1/8), Depth: 117mm
Compatible modules: IT06, IX00
DX-35-TC-KC: 3.5 digit, K thermocouple, °C, 1° Resolution (1260°C), 96x48mm (3.78"x1.89"), Depth behind bezel: 117mm (4.61")
Price: $177, Case: 96x48mm 1/8 DIN (1/8), Depth: 117mm
Compatible modules: IT09, IX00
DX-35-TC-KF: K Thermocouple order, °F, 3.5 digit, 0.56" LED, 96x48mm (3.78"x1.89"), Depth behind bezel: 117mm (4.61")
Price: $177, Case: 96x48mm 1/8 DIN (1/8), Depth: 117mm
Compatible modules: IT07, IX00
DX-40-ACA: AC amperes, True RMS. 5 Amp (built-in shunt), 4 digit, 96x48mm (3.78"x1.89"), Depth behind bezel: 117mm (4.61")
Price: $235, Case: 96x48mm 1/8 DIN (1/8), Depth: 117mm
Compatible modules: IA09, IA11, IX00
DX-40-ACV: A 4 DIGIT AC Volt Meter with True RMS VAC Input Modules (IA06) up 300.0VAC.Case: 1/8 DIN size 96x48mm (3.78"x1.89"), Depth behind bezel: 117mm (4.61")Meter to be used on Power Industries, Scalable to read any Potential Transformer Primary rated up to 10 KV with 110,120 or 240 Secondary Volts.
Price: $235, Case: 96x48mm 1/8 DIN (1/8), Depth: 117mm
Compatible modules: IA06, IA07, IA12, IA3V, IX00
DX-40-DCA: 20/50/100/200mV DC Full Scale, 4 Digit with 0.56” LEDs in a 1/8 DIN Case, 96x48mm (3.78"x1.89"), Depth behind bezel: 117mm (4.61")
Price: $235, Case: 96x48mm 1/8 DIN (1/8), Depth: 117mm
Compatible modules: ID02
DX-40-DCV: DC volts selectable from2 V/ 20 V / 200 V, 4 digit, 96x48mm (3.78"x1.89"), Depth behind bezel: 117mm (4.61")A cost-effective Process meter for single ended or differential measurements of DC Volt signals, easy to install in Switchboard and Mosaic panels.
Price: $235, Case: 96x48mm 1/8 DIN (1/8), Depth: 117mm
Compatible modules: ID01, ID05
DX-40-PROCESS: 4-20mA Process Loop, 96x48mm, Large 4 Digits with 0.8" LEDs in a 1/8 DIN Case, 96x48mm (3.78"x1.89"), Depth behind bezel: 117mm (4.61")
Price: $235, Case: 96x48mm 1/8 DIN (1/8), Depth: 117mm
Compatible modules: IP01, IP02, IX00
DX-45-ACA: 5 amp AC current True RMS meter, 4.5 Digit with 0.56" or 0.8" LEDs, 96x48mm (3.78"x1.89"), Depth behind bezel: 117mm (4.61")
Price: $206, Case: 96x48mm 1/8 DIN (1/8), Depth: 117mm
Compatible modules: IA09, IA11, IX00
DX-45-ACV: A 4.5 DIGIT AC Volt Meter with True RMS VAC Input Modules (IA06) up to 300.0 VAC.Case: 1/8 DIN size 96x48mm (3.78"x1.89"), Depth behind bezel: 117mm (4.61")Meter to be used on Power Industries, Scalable to read any Potential Transformer Primary rated up to 20 KV with 110,120 or 240 Secondary Volts.
Price: $206, Case: 96x48mm 1/8 DIN (1/8), Depth: 117mm
Compatible modules: IA06, IA07, IA12, IA3V, IX00
DX-45-DCA: DC Amps, 4.5 digit, 96x48mm (3.78"x1.89"), Depth behind bezel: 117mm (4.61"). Select ID02, DC-Millivolt, 20/50/100/200mV DC for use with external shunts (100mV shunt is standard). Select ID09 with 1A internal shunt or ID04 with 5A internal shunt, both suitable for direct measurement of up to 1A DC or 5A DC.
Price: $206, Case: 96x48mm 1/8 DIN (1/8), Depth: 117mm
Compatible modules: ID02, ID04, ID09, IX00
DX-45-DCV: DC volts selectable from2 V/ 20 V / 200 V, 4.5 digit, 96x48mm (3.78"x1.89"), Depth behind bezel: 117mm (4.61")zero offset optional
Price: $206, Case: 96x48mm 1/8 DIN (1/8), Depth: 117mm
Compatible modules: ID01, ID05, IX00
DX-45-PROCESS: Process 4 to 20 mA, Fully user scalable, 4.5 digit, 96x48mm (3.78"x1.89"), Depth behind bezel: 117mm (4.61")excitation optional
Price: $206, Case: 96x48mm 1/8 DIN (1/8), Depth: 117mm
Compatible modules: IP01, IP02, IX00
FB-B50: World's First 50-Bar Loop Powered LED BargraphElegant 4 to 20mA loop powered bargraph.Low loop drop of only <4V (red), <4.6V (green) and <4.8V (blue)Needs no external power supply.Easy to calibrate with ZERO and SPAN potentiometers.Customized faceplates availableChoice of red or optional blue LEDsCan be stacked for multiple meter mounting.
Price: $392
Built-in functions: 4-20mA
FL-BDPSF-ACA: AC Amp, 144x36mm, PSF Meter Bargraph Controller with programmable scale factor. 101 Segment Red, Green or Tricolor bars, with Red or Optional Green 4 Digit LED
Price: $348
Compatible modules: IA09, IA11, OIC, OIV, R1, R11, R12, R13, R14, R15, R16, R2
FL-BDPSF-ACV: AC Volt, 144x36mm, PSF Meter Bargraph Controller with programmable scale factor. 101 Segment Red, Green or Tricolor bars, with Red or Optional Green 4 Digit LED
Price: $348
Compatible modules: IA06, IA07, IA12, IA3V, OIC, OIV, R1, R11, R12, R13, R14, R15, R16, R2
FL-BDPSF-DCA: DC Amps 101 Segment Bargraph (red, green or tri-color) with Red (optional Green)4 Digit LED Meter Controller and Transmitter. Excellent replacement for Horizontal and Vertical Switchboard Meters. 144x36mm, in a 9/64 DIN Case. Select ID02, DC-Millivolt, 20/50/100/200mV DC for use with external shunts (100mV shunt is standard). Select ID09 with 1A internal shunt or ID04 with 5A internal shunt, both suitable for direct measurement of up to 1A DC or 5A DC.
Price: $348
Compatible modules: ID02, ID04, ID09, OIC, OIV, R1, R11, R12, R13, R14, R15, R16, R2
FL-BDPSF-DCV: DC Volts, Built-in Programmable Scale Factor, 144x36mm, Meter Bargraph Controller. 101 Segment Red, Green or Tricolor bars, with Red or Optional Green 4 Digit LED.
Price: $348
Compatible modules: ID01, ID05, OIC, OIV, R1, R11, R12, R13, R14, R15, R16, R2
FL-BDPSF-PROCESS: Built-in Programmable Scale Factor, No Input required to calibrate, 144x36mm, 101 Segment, 4 Digit 0.32” LEDs in a 9/64 DIN Case
Price: $348
Compatible modules: ID01, ID05, IP01, IP02, OIC, OIV, R1, R11, R12, R13, R14, R15, R16, R2
FL-BQ-PROCESS: Smart mono-color digital bargraph with four fully programmable set points for monitoring, measurement, and control applications. 144x36mm, 101 Segment
Price: $348
Compatible modules: ID01, ID05, IP01, IP02, OIC, OIV, R1, R11, R12, R13, R14, R15, R16, R2
FX-B101Q-ACA: Bargraph Meter, AC Amps with RMS Option, isolated 16 bit, Analog outputs -Current 4-20mA or voltage, 0-10V DC, 144x36mm, 101 Segment in a 9/64 DIN CASEFX-B101Q-ACA is being discontinued.Finite quantity in stock. The Replacement model isFL-B101Q-ACA.
Compatible modules: IA09, IA11, IA3V, OIC, OIV
FX-B101Q-ACV: Bargraph Meter, AC Volts with RMS Option, 144x36mm, 101 Segment in a 9/64 DIN CASEFX-B101Q-ACV is being discontinued.Finite quantity in stock. The Replacement model isFL-B101Q-ACV.
Compatible modules: IA06, IA07, IA12, IA3V, OIC, OIV
FX-B101Q-DCA: DC Amps 101 Segment (red or green) Bargraph with optional Isolated 4-20mA DC or 0-10VDC output, 144x36mm, 101 Segment in a 9/64 DIN CASE. Select ID02, DC-Millivolt, 20/50/100/200mV DC for use with external shunts (100mV shunt is standard). Select ID09 with 1A internal shunt or ID04 with 5A internal shunt, both suitable for direct measurement of up to 1A DC or 5A DC.FX-B101Q-DCA is being discontinued.Finite quantity in stock. The Replacement model isFL-B101Q-DCA.
Compatible modules: ID02, ID04, ID09, OIC, OIV
FX-B101Q-DCV: A Powerful Smart DCA Bargraph with optional Isolated 4-20mA DC or 0-10VDC output, 2/20/200V DC Meter, 144x36mm, 101 Segment in a 9/64 DIN CASEFX-B101Q-DCV is being discontinued.Finite quantity in stock. The Replacement model isFL-B101Q-DCV.
Compatible modules: ID01, ID05, OIC, OIV
FX-B101Q-HZ: Bargraph Meter, AC Line Frequency, 144x36mm, 101 Segment in a 9/64 DIN CASEFX-B101Q-HZ is being discontinued.Finite quantity in stock. The Replacement model isFL-B101Q-HZ.
Compatible modules: IF02, OIC, OIV
FX-BQ-PROCESS: A Powerful Smart Process Bargraph Meter with Isolated 4-20mA DC or 0-10VDC output144x36mm, 101 Segment in a 9/64 DIN CaseFX-BQ-PROCESS is being discontinued.Finite quantity in stock. The Replacement model isFL-BQ-PROCESS.
Compatible modules: ID01, ID05, IP01, IP02, OIC, OIV
MINI-5VDIM: The MINI-5VDIM is an accurate, ultracompact meter meant for bipolar voltage measurement between 200mV to 200V. It is powered by 5V DC, has a 41mA consumption, and features a dimmable display that can be connected in series in a control panel application or adjusted on a meter-by-meter basis. The MINI's exceptionally small size and power consumption make it especially suited for replacing circular analog gauges, to which Texmate offers a circular panel adapter.
(Replaces the former DVM-5 and DVM-5/G)
Price: $199, Depth: 45.5mm
Built-in functions: DC Volts Bipolar ±200mV/±2V/±20V/±200V
MINI-CL4-20: 0.01% Super Accurate Loop-powered 4-20mA Mini meter▪ Low voltage drop of a maximum of 5.3V▪ It can be factory scaled to read output in any engineering unit from 0 to 1999 and -1000 to 1000.▪ 3 1/2 Digit, 7mm, 0.276” LED(Replacement of DVM-5/CL)
Price: $189
Built-in functions: 4-20mA
MU-35: A Multi-range, Easily-scaled, DC Volts Measuring, AC/DC Powered LED Meter. The meter has three built-in header selectable ranges of2V, 20V and 200V, with2Vbeing standard.It is specifically designed to be easily user-scaled and calibrated to almost any conceivable engineering unit, such as temperature, pressure, viscosity or flow rates, etc., without requiring component changes.
Price: $227
Built-in functions: DC Volts 2V/20V/200V
MU-35CL: The MU-35CL is a miniature, streamlined4 to 20 mAcurrent loop meter.It is specifically designed to be easily user-scaled and calibrated to almost any conceivable engineering unit, such as temperature, pressure, viscosity or flow rates, etc., without requiring component changes.
Price: $245
Built-in functions: 4-20mA
PC-45X: A Versatile Event Counter/Totalizer Featuring 19999 Counts with Overrange Indication, or 9999 Counts with Cascade Output, Contact Closure or Logic Signal Input, High Contrast 0.48" 4.5 digits LCD, 4-6 V DC Powered with Outputs for User Supplied NICAD Battery Back-Up, Capable of Signal Powered Operation. Slim Bezel Case.
Price: $162
Built-in functions: Counter Contact Closure or Logic Signal
PC-45XAC: A Versatile Event Counter/Totalizer Featuring,19999 Counts with Overrange Indication, or 9999 Counts with Cascade Output, Contact Closure or Logic Signal Input, High Contrast 0.48" 4.5 digits LCD, AC Powered with Outputs for User Supplied NI-CAD Battery Back-Up. Slim Bezel Case.110 V AC power version of PC-45X
Price: $185
Built-in functions: Counter Contact Closure or Logic Signal
PM-35XAC110-AR1: 3.5 digit 0.48" LCD, 110/220VAC Powered LCD Differential Input and Autoranging Meters.New:Meter is now shipped with both ratcheting type and screw type mounting clips. Combine both types to get extra mounting strength.
Price: $233
Built-in functions: DC Volts Differential with Autoranging
PM-45-DCV: The PM-45-DCV is a wide input range, differential or single-ended, 4.5-digit (± 19999 reading) digital panel meter. The standard input is2Vwith optional ranges of 200mV, 20V, 200V and 1200V DC.The PM-45-DCV is non-isolated 5V powered with optional choices of isolated 5V or autosensing 9-36VDC or 36-75VDC power supply. All with 1.5kV isolation for your 12V, 24V, and 48VDC applications. The 1200VDC input option must be ordered with an isolated power supply.Display Test, Hold Reading and Decimal Point selection are standard features.Great for High Voltage EV Battery and Solar Battery Range
Price: $224
Built-in functions: DC Volts 200mV/2V/20V/200V/1200V
PM-45X: The PM-45X is a digital panel meter with a 4.5 (19999) digit display meant for stable and accurate measurement of voltage, with a standard input of 2V and optional ranges between 200mV to 1200V. With a super-stable temperature-compensated reference, the PM-45X boasts an accuracy of 0.01% rdg + 1 digit. Additional features include true differential inputs, over-range/under-range, busy, and clock outputs, Run/Hold pins, and ultra-low power requirements (3-5 mA at +4.5 V to +5.5 V DC (25 mW)). This meter ships with both ratcheting and screw mounting clips that can be used in tandem for even greater mounting security.
Price: $227, Depth: 103mm
Built-in functions: DC Volts 200mV/2V/20V/200V/1200V
PM-45X-DCV
Price: $239
RP-3500D2: 3.5 (1999) Digital Indicator. 0.56" (14.22 mm) LEDUltra stable supper accurate with 100 Khz crystal controlled clockDifferential & Single-ended DC voltmeterDCV measure. Standard input is2Vwith optional 200mV, 20V, 200V 1200VPowered by 110V or 220V ACNEMA case
Price: $293, Case: NEMA Standard Case, Depth: 83.5mm
Built-in functions: DC Volts 200mV/2V/20V/200V/1200V
RP-35A: A Precision AutozeroingHigh Input ImpedanceDifferential Panel Meterwith Switching AC/DC Power supply3.5 (1999) Digit o.56" LED in a NEMA Style caseDCV measure. Standard input is2Vwith optional 20V or 200V
Price: $199, Case: NEMA Standard Case, Depth: 83.5mm
Built-in functions: DC Volts 2V/20V/200V
RP-4500D2: 4.5 (19999) Digit Indicator. 0.56" (14.22 mm) LEDUltra stable, super accurate with 100 Khz crystal controlled clockDifferential & Single-ended DC voltmeterDCV measure. Standard input is2Vwith optional 200mV, 20V, 200V 1200VPowered by 110V or 220V ACNEMA case
Price: $345, Case: NEMA Standard Case, Depth: 83.5mm
Built-in functions: DC Volts 200mV/2V/20V/200V/1200V
RP-4500D2BCD: 4.5 (19999) Digit Indicator. 0.56" (14.22 mm) LEDUltra stable supper accurate with 100 Khz crystal controlled clockDifferential & Single-ended DC voltmeterDCV measure. Standard input is2Vwith optional 200mV, 20V, 200V 1200VPowered by 110V or 220V ACNEMA caseTri-State Buffered Parallel BCD Output
Price: $499, Case: NEMA Standard Case, Depth: 83.5mm
Built-in functions: DC Volts 200mV/2V/20V/200V/1200V
SB-B31: The SB-B31 is the world's first loop-powered LED bargraph. It has a 31-segment display and displays a 4-20mA signal with options for user scaling and calibration via ZERO and SPAN potentiometers. Overall loop drop is ~4V with some variance depending on bargraph color choice; options are red, green, or blue.
Price: $217, Case: 96x24mm 1/16 DIN (1/16)
Built-in functions: 4-20mA
SD-50X: World's First Ultra Short Depth, 5 digits, 16-Bits, 4-20mA DC Current Loop Powered Meter.
Features a 0.5” (12.7mm) 7-segment LCD display in a 1/8 DIN Ultra Short Depth Case of 0.59" (15mm).
Easy to use, high resolution, with a less than 4V loop drop.
Price: $288, Case: 96x48mm 1/8 DIN Ultra Short-Depth (1/8), Depth: 15mm
Built-in functions: 4-20mA
SD-60XI: World's First Ultra Short Depth, 16-Bits, 4-20mA DC Current Loop-Powered Meter with Dual Totalizer6-Digit with 0.5” (12.7mm) LCD Display1/8 DIN Ultra Short Depth case of 0.59" (15mm)
Price: $374, Case: 96x48mm 1/8 DIN Ultra Short-Depth (1/8), Depth: 15mm
Built-in functions: 4-20mA
SD-802XAI: World's First Ultra Short Depth, 16-Bits, 4-20mA DC Current Loop-Powered Meter with Dual Totalizer0.5” (12.7mm) LCD display with dual 8 digit lines in a 1/8 DIN Ultra Short Depth Case of 0.59" (15mm). Touch pad Display is standard, Push Button display option is available.
Price: $428, Case: 96x48mm 1/8 DIN Ultra Short-Depth (1/8), Depth: 15mm
Built-in functions: 4-20mA
SM-35-DCV: Easily-Scaled 5V DC Powered 3.5 (1999) Digit Panel Meter. Wide range:2V(standard). Optional 50mVDC, 100mVDC Current Shunt, 20V, 200V,1000VDC, 4-20mA, 5V isolator and Differential Measurement. Great for High Voltage EV Battery and Solar Battery Range.
Price: $163
Built-in functions: DC Milliamp 4-20mA, DC Volts 50mV/100mV/2V/20V/200V/1000V with Differential
SM-35X: 3.5 digit LCD with "Display Hold" & Dummy Zero", 5V DC Powered, multirange Easily-Scaled DC Volt measurement meter. Standard input is2Vwith optional 20V or 200V.This is a replacement for PM-35X and PM-35XAC. For PM-35X and PM-35XAC, please contact us for a quote and provide your requested input range and display reading.New:Meter is now shipped with both ratcheting type and screw type mounting clips. Combine both types to get extra mounting strength.
Price: $152
Built-in functions: DC Volts 2V/20V/200V
SP-35X: DC Signal-Powered, 0.48” LCD • DC voltage measurement from 5.0 to 199.9VDC • Automatic “+” or “-” Polarity indication • Easy 2-wire hook up • Input impedance varies from 10 KΩ at <10VDC to 60 KΩ with > 100VDC inputs • Display is blanked before reading becomes inaccurate when input signal drops to 3.5VDC.New:Meter is now shipped with both ratcheting type and screw type mounting clips. Combine both types to get extra mounting strength.
Price: $173
Built-in functions: DC Volts Signal Powered 5-200V
SP-35XMV: DC Signal-Powered, 0.48” LCD • Designed for DC current measurement with 50, 60 or 100mV shunts in 20VDC to 100VDC systems • Header selectable for “High side” or “Low side” shunts • User scalable to display any current • Easy 4-wire hook up • Reversible or blanked polarity indication • Selectable “A” and “DC” descriptors & decimal points, 1.xxx, 1x.xx and 1xx.xNew:Meter is now shipped with both ratcheting type and screw type mounting clips. Combine both types to get extra mounting strength.
Price: $184
Built-in functions: DC Millivolt Signal Powered 50/60/100mV with Shunt
SP-35XRMS: Two Wire Panel Meter, 3 1/2 Digit 0.48” LCD in a Slim Bezel CaseA Signal Powered Meter with Screw Terminal and Edge Connector Inputs.designed to measure AC/DC voltages with two header programmable ranges 15.0 to 199.9 VAC/DC and 15.0 to 250 VAC/DC.
Price: $198
Built-in functions: AC/DC Volts Signal Powered 15-250V
TEX-CAL-934: Process Calibrator + Simulator + Function Generator
Built-in functions: Custom Option
TL: An economically smart programmable transmitter relay with isolated 4 to 20 mA retransmission or control loop output capability for measurementand control applications. DIN rail mounted.
Price: $299
Compatible modules: IA05, IA07, IA08, IA09, IA3V, ID01, ID02, ID03, ID04, ID05, ID07, ID09, IP01, IP02, IP03, IP07, IR02, IR03, IR05, IS01, IS02, IS04, IS05, IS06, OIC, OIV
TL-4-20mA: An economically smart pre-configured programmable transmitter relay with isolated 4 to 20 mA retransmission or control loop output capability for measurement and control applications. DIN rail mounted. 4-20mA Isolator. The TL-4-20mA includes an analog output in the base price. The 16-bit OIC and OIV modules provide outputs of 4-20mA current or 0-10V DC voltage and can be selected under "Analog Outputs".
Price: $299
Compatible modules: IP01, IP02, OIC, OIV
TL-ACA-RMS: The TL-ACA-RMS is an AC 5 Amp Scaled RMS Transmitter. Using Texmate's modular configuration system, the TL-ACA-RMS can take a variety of inputs, relays, analog outputs, and other custom calibration and modification setups to ensure that you get the exact solution you're looking for. The TL-ACA-RMS includes an analog output in the base price. The 16-bit OIC and OIV modules provide outputs of 4-20mA current or 0-10V DC voltage and can be selected under "Analog Outputs".
Price: $299
Compatible modules: IA05, IA11, OIC, OIV
TL-ACV-RMS: Leopard AC Volts Scaled RMS Transmitter The TL-ACV-RMS includes an analog output in the base price. The 16-bit OIC and OIV modules provide outputs of 4-20mA current or 0-10V DC voltage and can be selected under "Analog Outputs".
Price: $299
Compatible modules: IA05, IA06, IA07, IA12, IA3V, OIC, OIV
TL-DCA: Compact, 22.5mm, DIN Rail Mount Transmitter DC mV ±100mV to 4-20mA Transmitter (Default Range) Two optional 6A FormC Relays Triple Isolated
Price: $299
Compatible modules: ID02, OIC, OIV
TL-DCV: Compact, 22.5mm, DIN Rail Mount Transmitter DC-Volts, 2V to 4-20mA Transmitter (Default Range) Two optional 6A FormC Relays Triple Isolated
Price: $299
Compatible modules: IA3V, ID01, ID05, OIC, OIV
TL-DUAL-LOOP: Compact, 22.5mm, DIN Rail Mount Universal Analog to dual (2-channel) 4-20mA retransmitter with 24VDC excitation at input. Triple Isolated: Power to Inputs, Power to Outputs and Inputs to Outputs. 5000 VRMS Isolation at Input.
Price: $359
TL-Frequency: Leopard Line Frequency TransmitterThe TL-Frequency includes an analog output in the base price. The 16-bit OIC and OIV modules provide outputs of 4-20mA current or 0-10V DC voltage and can be selected under "Analog Outputs".
Price: $299
Compatible modules: IF05 (TL Series), IF06, IF08 (45-55Hz), IF08 (55-60Hz), IF08 (55-65Hz), IF08 (Custom Range), OIC, OIV
TL-QUAD-LOOP: Compact, 22.5mm, DIN Rail Mount Universal Analog to quad (4-channel) 4-20mA retransmitter with 24VDC excitation at input. Triple Isolated: Power to Inputs, Power to Outputs and Inputs to Outputs. 5000 VRMS Isolation at Input.
Price: $424
TL-RPM: TL RPM Transmitter/Signal Conditioner. Din Rail MountThe TL-RPM includes an analog output in the base price. The 16-bit OIC and OIV modules provide outputs of 4-20mA current or 0-10V DC voltage and can be selected under "Analog Outputs".
Price: $299
Compatible modules: IF05 (TL Series), OIC, OIV
TL-TC-RTD: TL Series Temperature Transmitter/Signal Conditioner. Din Rail MountThe TL-TC-RTD includes an analog output in the base price. The 16-bit OIC and OIV modules provide outputs of 4-20mA current or 0-10V DC voltage and can be selected under "Analog Outputs".
Price: $299
Compatible modules: IT10, IT11, OIC, OIV
TM-35JC: 3.5 digit, LED, Type J °C Thermocouple, 5VDC PowerNew:Meter is now shipped with both ratcheting type and screw type mounting clips. Combine both types to get extra mounting strength.
Price: $108
Built-in functions: Thermocouple J Type °C
TM-35JF: 3.5 digit, LED, Type J °F Thermocouple, 5VDC PowerNew:Meter is now shipped with both ratcheting type and screw type mounting clips. Combine both types to get extra mounting strength.
Price: $108
Built-in functions: Thermocouple J Type °F
TM-35KC: 3.5 digit, LED, Type K °C Thermocouple, 5VDC PowerNew:Meter is now shipped with both ratcheting type and screw type mounting clips. Combine both types to get extra mounting strength.
Price: $108
Built-in functions: Thermocouple K Type °C
TM-35KF: 3.5 digit, LED, Type K °F Thermocouple, 5VDC PowerNew:Meter is now shipped with both ratcheting type and screw type mounting clips. Combine both types to get extra mounting strength.
Price: $108
Built-in functions: Thermocouple K Type °F
TM-35XJC: 3.5 digit, LCD, Type J °C Thermocouple, 5VDC PowerNew:Meter is now shipped with both ratcheting type and screw type mounting clips. Combine both types to get extra mounting strength.
Price: $216
Built-in functions: Thermocouple J Type °C
TM-35XJF: 3.5 digit, LCD, Type J °F Thermocouple, 5VDC PowerNew:Meter is now shipped with both ratcheting type and screw type mounting clips. Combine both types to get extra mounting strength.
Price: $216
Built-in functions: Thermocouple J Type °F
TM-35XKC: 3.5 digit, LCD, Type K °C Thermocouple, 5VDC PowerNew:Meter is now shipped with both ratcheting type and screw type mounting clips. Combine both types to get extra mounting strength.
Price: $216
Built-in functions: Thermocouple K Type °C
TM-35XKF: 3.5 digit, LCD, Type K °F Thermocouple, 5VDC PowerNew:Meter is now shipped with both ratcheting type and screw type mounting clips. Combine both types to get extra mounting strength.
Price: $216
Built-in functions: Thermocouple K Type °F
TT-1S1M: Single Channel input and Single 4-20mA or 0-10V DC output
Price: $141
Compatible modules: TTC, TTV
TT-2D2MC: Dual Inputs; Single 4-20mA or 0-10V DC & Single RS-485 Output
Price: $200
Compatible modules: TTCR, TTVR
TT-2D2MM: Dual Inputs; Dual 4-20mA or 0-10V DC Outputs
Price: $190
Compatible modules: TTCC, TTCV, TTVC, TTVV
TTM-2S2MC: Dual same type signal Inputs; Single 4-20mA or 0-10V DC & Single RS-485 Output with Math Function
Price: $185
Compatible modules: TTCR, TTVR
TTM-2S2MM: Dual same type signal Inputs; Dual 4-20mA or 0-10V DC Outputs with Math Function
Price: $185
Compatible modules: TTCC, TTCV, TTVC, TTVV
UM-35-ACA: AC-Amps True RMS,5 Amp AC3.5 (1999) digit Red LED, ACA measure, 5 A AC (1.0.0.0.)
Price: $179, Case: NEMA Type 1 42x92mm, Depth: 93.5mm
Compatible modules: IA11
UM-35-ACV: A 3.5 (1999) DIGIT AC Volt Meter True RMS, 200/600VACPOWER 120/240 VAC @ 50/60 Hz Selectable, Linear Supply 1.5 W, Optional 9-36 VAC/DC, 1.5WCase: NEMA Type 1 Size 42mm x 92 mm. depth 93.5 mmMeter to be used on Power Industries, Scalable to read any Potential Transformer Primary rated up to 2 KV with 110,120 or 240 Secondary Volts.
Price: $179, Case: NEMA Type 1 42x92mm, Depth: 93.5mm
Compatible modules: IA06, IA07, IA12, IA3V
UM-35-DCA: DC Amps, 3.5 (1999) digit Red LED. Select ID02, DC-Millivolt, 20/50/100/200mV DC for use with external shunts (100mV shunt is standard). Select ID09 with 1A internal shunt or ID04 with 5A internal shunt, both suitable for direct measurement of up to 1A DC or 5A DC.
Price: $179, Case: NEMA Type 1 42x92mm, Depth: 93.5mm
Compatible modules: ID02
UM-35-DCV: 3.5 (1999) digit Red LED, DCV measure. Standard input is 2V with optional 20V or 200V.
Price: $179, Case: NEMA Type 1 42x92mm, Depth: 93.5mm
Compatible modules: ID01, ID05
UM-35-HZ: 3.5 (1999) digit Red LED, AC Line Frequency, 15 to 199.9 Hz
Price: $216, Case: NEMA Type 1 42x92mm, Depth: 93.5mm
Compatible modules: IF02
UM-35-PROCESS: The UM-35-PROCESS is a 3.5 (1999) digit LED panel meter in a 42x92mm NEMA case. It measures process signals (4-20mA) and has user adjustable decimal points along with adjustable ZERO and SPAN potentiometers. See manual for more details.
Price: $179, Case: NEMA Type 1 42x92mm, Depth: 93.5mm
Compatible modules: ID01, ID05, IP01, IP02
UM-35-RTD-C: RTD, 100Ω Pt. 2/3/4-wire (-200 to 800°C)Platinum RTD sensorsutility temperature meter
Price: $179, Case: NEMA Type 1 42x92mm, Depth: 93.5mm
Compatible modules: IT03
UM-35-RTD-C.1: RTD, 100Ω Pt. 2/3/4-wire (-199.0 to 199.0°C)Platinum RTD sensorsutility temperature meter
Case: NEMA Type 1 42x92mm, Depth: 93.5mm
Compatible modules: IT14
UM-35-RTD-F: RTD, 100Ω Pt. 2/3/4-wire (-200 to 1470°F)Platinum RTD sensorsutility temperature meter
Price: $179, Case: NEMA Type 1 42x92mm, Depth: 93.5mm
Compatible modules: IT04
UM-35-RTD-F.1: RTD, 100Ω Pt. 2/3/4-wire (-199.0 to 199.0°F)Platinum RTD sensorsutility temperature meter
Case: NEMA Type 1 42x92mm, Depth: 93.5mm
Compatible modules: IT05
UM-35-SG: Pressure, Strain Gauge and Load Cell Panel Meter20/2mV/V, 5/10VExcitation, 4-wire3.5 (1999) digit with 0.56” LEDs in a NEMA type 1 Style Case
Price: $203, Case: NEMA Type 1 42x92mm, Depth: 93.5mm
Compatible modules: IS05
UM-35-TC-JC: Thermocouple, J Type (0-760 °C) input, 1° resolution, order °C or °F, 3.5 (1999) digit
Price: $179, Case: NEMA Type 1 42x92mm, Depth: 93.5mm
Compatible modules: IT08
UM-35-TC-JF: Thermocouple, J Type (0-1400 °F) input, 1° resolution, order °C or °F, 3.5 (1999) digit
Price: $179, Case: NEMA Type 1 42x92mm, Depth: 93.5mm
Compatible modules: IT06
UM-35-TC-KC: Thermocouple, K Type (0-1260 °C) input, 1° resolution, order °C or °F, 3.5 (1999) digit
Price: $179, Case: NEMA Type 1 42x92mm, Depth: 93.5mm
Compatible modules: IT09
UM-35-TC-KF: Thermocouple, K Type (0-1999 °F) input, 1° resolution, order °C or °F, 3.5 (1999) digit
Price: $179, Case: NEMA Type 1 42x92mm, Depth: 93.5mm
Compatible modules: IT07
UM-40-ACV: A 4 (9999) DIGIT AC Volt Meter, True RMS, 200/600VACPOWER 120/240 VAC @ 50/60 Hz Selectable, Linear Supply 1.5 W, Optional 9-36 VAC / DC 1.5WCase: NEMA Type 1 Size 42mm x 92 mm. depth 93.5 mmMeter to be used on Power Industries, Scalable to read any Potential Transformer Primary rated up to 10 KV with 110,120 or 240 Secondary Volts.
Price: $197, Case: NEMA Type 1 42x92mm, Depth: 93.5mm
Compatible modules: IA06, IA07, IA12, IA3V
UM-45-DCA: DC Amps, 4.5 (19999) digit Red LED. Select ID02, DC-Millivolt, 20/50/100/200mV DC for use with external shunts (100mV shunt is standard). Select ID09 with 1A internal shunt or ID04 with 5A internal shunt, both suitable for direct measurement of up to 1A DC or 5A DC.
Price: $216, Case: NEMA Type 1 42x92mm, Depth: 93.5mm
Compatible modules: ID02
UM-45-DCV: 4.5 (19999) digit Red LED, DCV measuring, 2/20/200V
Price: $216, Case: NEMA Type 1 42x92mm, Depth: 93.5mm
Compatible modules: ID01, ID05
### Input Modules
AC1: AC 0.05~1A ($71)
AC5: AC 0.5~5A
ACA-001: 0-100mA AC Direct ($126)
ACA-01: 0-1A AC Used With CT ($101)
ACA-05: 0-5A AC Used With CT ($101)
ACA-20: 0-20A AC Direct ($154)
ACV-010: 0-10 VAC Direct ($93)
ACV-100: 0-100 VAC Used with PT ($93)
ACV-110: 0-110 VAC Used with PT ($93)
ACV-120: 0-120 VAC Used with PT ($93)
ACV-150: 0-150 VAC Used with PT ($93)
ACV-500: 0-500 VAC Direct ($93)
ACY: Custom Option ($114)
DCA-001: 0-100mA DC Direct ($91)
DCA-010: 0-10 ADC Direct ($103)
DCA-100: 0-100mV Used with Shunt ($93)
DCA-420: 4-20 Ma Proccess Loop ($93)
DCA-50: 0-50mV Used With Shunt ($93)
DCA-60: 0-60mV Used with Shunt ($93)
DCA-75: 0-75mV Used with Shunt ($93)
DCV-50: 0-50 mVDC ($93)
DCV-500: 0-500 VDC ($93)
IA05: AC-Amps Scaled RMS, 5 Amp AC ($118)
IA06: AC Volts True RMS, 3 ~ 600V AC ($127)
IA07: AC Volts True RMS, 2V/20V AC ($127)
IA08: AC-mA True RMS, 2/20/200mA AC ($119)
IA09: AC-Amps True RMS, 1 Amp AC ($119)
IA11: AC-Amps True RMS, 5 Amp AC ($127)
IA12: AC mV True RMS, 3 ~ 200mV ($127)
IA3V: AC Volts True RMS, 30mV ~ 3V AC ($127)
IC02: Smart Counter (Quadrature) ($228)
IC03: Smart Quadrature Counter with dual SSRs ($245)
ID01: DC-Volts, 2/20/200V/Custom w/24V DC Exc ($75)
ID02: DC-Millivolt, 20/50/100/200mV DC w/24V DC Exc ($86)
ID03: DC-Milliamp, 2/20/200mA DC w/24V DC Exc ($86)
ID04: DC-Amps, 5A DC ($105)
ID05: DC-Volts 2/20/200/Custom V DC w/Offset and 24V Exc. ($93)
ID06: DC-Volts 2/20/200/Custom V DC w/Ext.Decimal Select ($82)
ID07: DC-Milliamp, 2/20/200mA DC w/Offset and 24V Exc ($87)
ID08: DC-Volts, 2/20/200/Custom V DC w/Ext.LIN Table Select ($87)
ID09: DC-Amps, 1A DC ($105)
IDC1: Dual UP/DOWN Counter ($152)
IDD1: Dual DC/Volts, 2V DC ($123)
IDD2: Dual DC-Millivolts, 50mV DC ($129)
IDD3: Dual DC-Milliamps, 2mA DC ($129)
IDD4: Dual Input, DCV and DCmV 2V/50mV DC ($129)
IDD5: Dual Input DC Volts and 4-20 mA 2V/4-20mA DC ($129)
IDD6: Dual Input DC mV and 4-20 mA 50mV/4-20mA DC ($129)
IDF2: Dual Frequency ($152)
IDP1: Dual Process Loop, 4-20mA ($133)
IDP2: Dual Input, 3-wire RTD and 4-20mA ($152)
IDP3: Dual Input, Thermocouple (J/K/R/S/T/B/N) and 4-20mA ($141)
IDP4: Dual Universal Process input 2V/10V/20V/200V/2mA/20mA/Custom ($129)
IDS3: Dual Input, Strain Gage and Frequency ($178)
IDT1: Dual Thermocouple (J/K/R/S/T/B/N) ($141)
IDT2: Dual RTD Input, 2/3-wire, 100Ω Pt ($152)
IDT3: Dual Input, 3-wire RTD and DCV ($152)
IDT4: Dual Input, Thermocouple (J/K/R/S/T/B/N) and 2VDC Input ($141)
IDT6: Dual Input, Thermocouple and Load Cell ($174)
IF02: Line Frequency, 15 to 199.9 Hz ($93)
IF05: Low Volt Frequency / TTL / Proximity Switch / RPM ($95)
IF05 (TL Series): Universal Frequency / RPM (TL Series) ($95)
IF06: Line Frequency, 60-600V AC UL ($133)
IF08 (45-55Hz): Line Frequency, 45-55Hz (TL Series) ($178.5)
IF08 (55-60Hz): Line Frequency, 55-60Hz (TL Series) ($119)
IF08 (55-65Hz): Line Frequency, 55-65Hz (TL Series) ($119)
IF08 (Custom Range): Line Frequency, Custom Range 0.00-9999Hz (TL Series) ($119)
IF10: Universal Frequency / RPM / UP DOWN Counter ($98)
IGYX: Direct Pressure (Absolute or Differential/Gage) with 2 Digital Inputs. ($241)
IGYY: Dual Direct Pressure (Absolute or Differential/Gage). ($294)
IGYZ: Universal Direct Pressure (Absolute or Differential/Gage). ($213)
IH01: PH Indication ($126)
IH02: pH Indication with Automatic Temperature Compensation ($163)
IP01: Process Loop, 4-20mA ($75)
IP02: Process Loop, 4-20mA with 24VDC Exc ($86)
IP03: Process Input, 1-5V DC with Offset, 24V Exc ($86)
IP06: Process Loop, 4-20mA with 24VDC Exc and Autocal ($86)
IP07: Universal Process 2V/5V/10V/20V/200V/2mA/20mA/Custom ($86)
IP08: Universal Process Input with Autocal 2V/5V/10V/20V/200V/2mA/20mA/Custom ($105)
IP09: 4-20mA with External Lin Table select ($75)
IP10: Process + 3 Digital Inputs ($126)
IPT1: Prototype Board for Custom Design ($33)
IQD1: Quad DC Volts, 2V DC ($213)
IQD2: Quad DC-Millivolts, 50mV DC ($213)
IQP1: Quad Process Loop, 4-20mA ($213)
IQT2: Quad RTD Platinum 100Ω RTD 2 Wire Connection ($213)
IQT4: Quad RTD Platinum 100Ω RTD 4 Wire connection ($213)
IQT5: Quad RTD / V / V / Frequency ($213)
IR01: Resistance, 2/3/4-Wire, 200Ω/2kΩ/20kΩ ($75)
IR02: 3 wire Potentiometer, 1kΩ min ($75)
IR03: Linear Potentiometer, 1kΩ min. ($75)
IR04: Resistance 2kΩ ($108)
IR05: Resistance 2kΩ ($108)
IS01: Strain Gage 5/10VDC Exc., 20/2mV/V, 4/6-wire ($108)
IS02: Pressure 5/10VDC Exc., 20/2mV/V, 4/6-wire ($108)
IS03: Pressure/Load Cell with AutoCal 5/10VDC Exc., 20/2mV/V, 4-wire ($115)
IS04: Pressure/Load Cell with External Excitation, 20/2mV/V, 4/6-wire ($105)
IS05: Pressure/Load Cell, 20/2mV/V, 5/10V Excitation, 4-wire ($108)
IS06: Pressure/Load Cell External Excitation, 20/2mV/V, 4-wire ($106)
ISD1: Smart DC Volts, High Speed 16 bit, 1, 10, 50, 200, 400, 800Hz update rates. Optimized for 50Hz rejection ($217)
ISD2: Smart DC Volts, High Speed 16 bit, 1, 10, 60, 240, 480, 960Hz update rates. Optimized for 60Hz rejection ($217)
ISD3: Smart DC Volts, High Speed 16 bit, 1Hz to 800Hz with dual isolated SSR's. Optimized for 50Hz rejection. ($250)
ISD4: Smart DC Volts, High Speed 16 bit, 1Hz to 960Hz with dual isolated SSR's. Optimized for 60Hz rejection. ($250)
ISD5: Smart DC Volts, High resolution and Accuracy. 24 bit (1 million counts) 1-400Hz. 50Hz rejection. ($324)
ISD6: Smart DC Volts, High resolution and Accuracy. 24 bit (1 million counts) 1-480Hz. 60Hz rejection. ($324)
ISD7: Smart DC Volts, High resolution and Accuracy. 24 bit (1 million counts) 1-400Hz with dual isolated SSR's. 50Hz rejection. ($380)
ISD8: Smart DC Volts, High resolution and Accuracy. 24 bit (1 million counts) 1-480Hz with dual isolated SSR's. 60Hz rejection. ($380)
ISD9: Smart Voltage and Resistance Input ($287)
ISDA: Smart Dual Input DC Volts, 16 bit, 1Hz to 20Hz update (50 Hz rejection) ($245)
ISDB: Smart Dual Input DC Volts, 16 bit, 1Hz to 20Hz update (60 Hz rejection) ($245)
ISL1: Smart Dual LVDT (50Hz Rejection) ($389)
ISL2: Smart Dual LVDT (60Hz Rejection) ($389)
ISM1: Smart Magnetostrictive Input (recommended for Tiger "T" meters) ($287)
ISR1: Single Smart 3-Wire Potentiometer, 24 bit, 50 Hz ($250)
ISR2: Single Smart 3-Wire Potentiometer, 24 bit, 60 Hz ($250)
ISR3: Smart Dual 3-Wire Potentiometer, 16 bit, 50 Hz ($287)
ISR4: Smart Dual 3-Wire Potentiometer, 16 bit, 60 Hz ($287)
ISS1: Smart Pressure/Load cell. Standard resolution 16bit (50Hz rejection) ($238)
ISS2: Smart Pressure/Load cell. Standard resolution 16bit (60Hz rejection) ($238)
ISS3: Smart Pressure/Load cell. high resolution and accuracy 24bit (50Hz rejection) ($327)
ISS4: Smart Pressure/Load cell. high resolution and accuracy 24bit (60Hz rejection) ($327)
ISS5: Dual Smart Pressure/Load Cell. Standard resolution 16 bit (50Hz rejection) ($359)
ISS6: Dual Smart Pressure/Load Cell. Standard resolution 16 bit (60Hz rejection) ($359)
ISS7: Smart Quad Pressure/Load Cell. 50Hz rejection. ($389)
ISS8: Smart Quad Pressure/Load Cell. 60Hz rejection. ($389)
ISS9: Smart Dual Input, Load Cell and Process (4-20mA) ($250)
ISSA: Smart Quad Potentiometer/ Resistance ($326)
ISSB: Smart Dual Input, Load Cell and RTD ($253)
ISSC: Smart Triple Input, Load Cell and two Digital Inputs (Frequency/Counter) Optimized for 50Hz. ($290)
ISSD: Smart Triple Input, Load Cell and two Digital Inputs (Frequenct/Counter) Optimized for 60Hz. ($290)
IST1: Smart 6 Inputs - 3 RTD's, 2 Process and 1 Digital Input. 50Hz. ($331)
IST2: Smart 6 Inputs - 3 RTD's, 2 Process and 1 Digital Input. 60Hz. ($331)
IST3: Smart Quad Thermocouple. 50Hz. ($331)
IST4: Smart Quad Thermocouple. 60Hz. ($331)
IST5: Smart Dual RTD with 0.01 degree resolution. 50Hz. ($287)
IST6: Smart Dual RTD with 0.01 degree resolution. 60Hz. ($287)
IST7: Smart Triple RTD with 0.01 degree resolution(50Hz) ($327)
IST8: Smart Triple RTD with 0.01 degree resolution(60Hz). IST8 is the replacement for ITT2. ($327)
IT01: Thermocouple (J/K/R/S/T/B/N) (Tiger only) ($93)
IT02: RTD, 100Ω Pt. 2, 3, or 4-wire (Tiger only) ($93)
IT03: RTD, 100Ω Pt. 2/3/4-wire (-200 to 800°C) (Lynx only) ($93)
IT04: RTD, 100Ω Pt. 2/3/4-wire (-200 to 1470°F) (Lynx only) ($93)
IT05: RTD, 100Ω Pt. 2/3/4-wire (-199.0 to 199.0°F) (Lynx only) ($93)
IT06: Thermocouple, J Type (0-1400 °F) (Lynx only) ($93)
IT07: Thermocouple, K Type (0-1999 °F) (Lynx only) ($93)
IT08: Thermocouple, J Type (0-760 °C) (Lynx only) ($93)
IT09: Thermocouple, K Type (0-1260 °C) (Lynx only) ($93)
IT10: Thermocouple, J/K/R/T, Selectable °C/°F, 1°/0.1° (Leopard only) ($93)
IT11: RTD, 100Ω Pt. Selectable 3/4-wire, °C/°F, 1°/0.1° (Leopard only) ($93)
IT12: RTD, 120Ω Nickel 2/3/4-wire (Tiger only) ($93)
IT13: RTD, 10Ω Copper 2/3/4-wire (Tiger only) ($93)
IT14: RTD, 100Ω Pt. 2/3/4-wire (-199.0 to 199.0°C) (Lynx only) ($93)
ITD1: Triple DC Volts, 2V DC ($191)
ITD2: Triple DC mV, 50mV DC ($191)
ITP1: Triple Process Loop, 4-20mA ($191)
ITT1: Triple Thermocouple (J/K/R/S/T/B/N) ($191)
ITT2: Triple RTD Platinum 100Ω RTD 2 wire connection. ITT2 has been replaced with the more advanced Smart Input Module IST8. ($191)
ITT3: Triple Input, T/C, T/C (J/K/R/S/T/B/N) and 2VDC Input ($191)
ITT4: Triple Input, T/C, T/C (J/K/R/S/T/B/N) and 4 to 20mA ($191)
ITT7: Triple Input, T/C (J/K/R/S/T/B/N), 2V DC and 2V DC Input ($191)
ITT8: Triple Input, T/C (J/K/R/S/T/B/N), 4 to 20mA and 4 to 20mA ($191)
ITTC: Triple RTD Platinum 100Ω RTD 4 wire connection ($191)
ITTE: Triple Input- RTD / RTD / Frequency ($213)
ITTF: Triple Input- Thermocouple / 4-20mA / Frequency ($213)
ITTG: Triple Input- Thermocouple / V / Frequency ($213)
IW03: DC-Watts, 10V/50mV DC ($125)
IW04: Single Phase Power, 600V/1A ($171)
IW05: Single Phase Power, 600V/5A ($195)
V1C1: Input Voltage: AC 50~300V, Input Current: AC 1A
V2C2: Input Voltage: AC 300~600V, Input Current: AC 5A ($64)
VYCY: Custom Input Voltage and Input Current ($123)
### Analog Output Modules
ADC: Dual Isolated 14 Bit Current Output, 4-20mA (Tiger Series) ($162)
ADV: Dual isolated 14 bit voltage output, 0-10VDC ($162)
AIC: Isolated 14 Bit Current Output, 4-20mA ($96)
AIV: Isolated 14 Bit Voltage Output, 0-10VDC ($96)
AIY: Isolated 14 Bit Custom specified Current and Voltage Output. 0-20mA or 0-10VDC. ($118)
OIC: Isolated 14 bit, Current output 4-20mA ($86)
OIV: Isolated 14 bit voltage output, 0-10V DC ($86)
TTC: Single 4-20mA
TTCC: Output1 = 4-20mA, Output2 = 4-20mA
TTCR: Output1 = 4-20mA, Output2 = RS-485
TTCV: Output1 = 4-20mA, Output2 = 0-10V DC
TTV: Single 0-10V DC
TTVC: Output1 = 0-10V DC, Output2 = 4-20mA
TTVR: Output1 = 0-10V DC, Output2 = RS-485
TTVV: Output1 = 0-10V DC, Output2 = 0-10V DC
### Relay Output Modules
OR11: One 10A Form C Relay, Isolated ($59)
OR12: Module w/ two isolated 9A Form C relays. All relays outputs are isolated from ground and from the meter. ($106)
OR14: Module w/ Two x 9A Form C (sp1&2) and Two x 4A Form A relays (sp3 &4). Sp1 & 3 share common. Sp2 & 4 share 2nd common. All relays outputs are isolated from ground and from the meter. ($168)
OR15: One 9A Form C & Two 4A Form A Relays, Non-isolated ($125)
OR23: Module w/ Two x 9A Form C (sp1&2) and One 4A Form A. All relays are Isolated ($146)
OR25: Module w/ One 9A Form C and Two x 4A Form A. All relays are isolated ($128)
OR32: Module w/ Two x 4A Form A relays. All relays outputs are isolated from ground and from the meter. ($93)
OR34: Module w/ Four x 4A Form A relays. All relays outputs are isolated from ground and from the meter. ($148)
OR46: Module w/ Six x 4A Form A relays. Sp1,2 &3 share common. Sp4,5& 6 share common. All relays outputs are isolated from ground and from the meter. ($203)
OR54: Module w/ Four x 210mA 400V DC Solid State Relays (SSR). All relays outputs are isolated from ground and from the meter. ($147)
OR62: Module with Two 400V AC (peak) or DC 140mA SSRs ($92)
OR65: Module with three SSRs (400V DC, 210mA DC max.) & two 5V TTL outputs (relative to COM function pin). ($151)
OR72: Module w/ Six open collector outputs to drive external SSR's or Logic Input Devices, 5VDC 50mA. All relays outputs are isolated from ground and from the meter. ($116)
OR81: Module w/ 6 outputs and 6 Inputs opto-isolated open collectors that connect to External Breakout Box, 50VDC 100mA. All relays outputs are isolated from ground and from the meter. T version only ($293)
OR82: Module w/ 16 outputs and 6 Inputs opto-isolated open collectors that connect to External Breakout Box, 50VDC 100mA. All relays outputs are isolated from ground and from the meter. T version only ($409)
OR91: Data Acquisition module with Removable 2GB SD card and Two NPN Open Collector Outputs( Max 40VDC 100mA). Sp1 & 2 share a common. All relays outputs are isolated from ground and from the meter. ($321)
R1: One 4A Form A Relay, Isolated, Factory installed ($49)
R11: One 9A Form C Relay, Factory Installed, Isolated ($55)
R12: Two x 9A Form C relays on mainboard. All relays outputs are isolated from ground and from the meter. ($116)
R13: Two 9A Form C & One 4A Form A Relays, Factory Installed, Non-isolated ($144)
R14: Two x 9A Form C (sp1&2) and Two x 4A Form A relays (sp3 &4) on mainboard. All relays outputs are isolated from ground and from the meter. Sp1 & 3 share a common. Sp2 & 4 share a 2nd common. ($180)
R15: One 9A Form C & Two 4A Form A Relays, Factory Installed, Non-isolated ($131)
R16: One 9A Form C & One 4A Form A Relays, Factory Installed, Non-isolated ($98)
R2: Two x 4A Form A relays on mainboard. All relays outputs are isolated from ground and from the meter. ($104)
R212: R12 and OR12 together. Relays for setpoint 1&2 on both boards will operate in unison. ($220)
R214: R2 and OR14 together. Relays for setpoint 1&2 on both boards will operate in unison. ($262)
R234: R2 and OR34 together. Relays for setpoint 1&2 on both boards will operate in unison. ($245)
R254: R2 and OR54 together. Relays for setpoint 1&2 on both boards will operate in unison. ($243)
R2S2: R12 and module w/Two x 400V DC Solid State Relays (SSR) 210mA. All relays outputs are isolated from ground and from the meter. ($198)
R2S4: R12 and OR54 together. Relays for setpoint 1 & 2 on module board and mainboard will operate in unison. ($259)
R414: R14 and OR14 together. Relays for setpoint 1, 2, 3 & 4 on module board and main board will operate in unison. ($336)
R4S2: R14 and Two x 400V DC Solid State Relays (SSR) 210mA together. All relays outputs are isolated from ground and from the meter. ($256)
R4S4: R14 and OR54 together. Relays for setpoint 1, 2, 3 & 4 on module board and main board will operate in unison. ($324)
### Serial Output Modules
S1: Isolated USB communication module (Requires a Cable and a Carrier Board and will be added to the order) ($68)
S2: Isolated RS-232. (Requires a Cable and a Carrier Board and will be added to the order) ($103)
S3: Isolated USB communication module with Micro-B connector and 3’ USB cable (included) ($53)
S4: Isolated RS-485 (Requires a Cable and a Carrier Board and will be added to the order) ($116)
S485: Isolated ModBus RTU - RS-485 (If the Serial Output S485 is selected, the Analog Output cannot be added.) ($75)
S5: Isolated Modbus RTU - RS-232, ASCII Code Compatible. (Requires a Cable and a Carrier Board and will be added to the order) ($116)
S6: Isolated ModBus RTU - RS-485, ASCII Code Compatible. (Requires a Cable and a Carrier Board and will be added to the order) ($129)
S8: Isolated Ethernet output for DI models only. Includes a special Output Carrier Board that accepts analog outputs and I/O modules. ($245)
S9: Modbus Ethernet output for DI models only. Includes a special Output Carrier Board that accepts analog outputs and I/O modules. ($256)
Complete library of Texmate application notes and industry solutions.
Cutting Control
Our customer has a large log saw with a log feed motor and requires to optimize efficiency of the cutting operation. The log feed motor speed is controlled by the 4-20 mA output scaled from the saw blade motor current. As the saw motor load increases above 90% load, the log feed motor slows. If the load increases above 120%, the feed motor stops. If the load increases to 150%, the saw motor stops. The motor load is represented on the tri-color bargraph. The bargraph scale indicates 1% steps in motor current, and changes from green to orange at 90% load and orange to red at 120% load. The digital display indicates saw motor amps.
Our customer operates an automatic cut-to-length guillotine. A Texmate 320 Series programmable meter controller has been installed and programmed to measure length from an encoder input. Setpoint 1 is programmed to operate at the required cut-off length. A clutch and a clamp operate to stop the metal feed motor. After a programmed OFF-time, (to enable the guillotine to complete its cut cycle) the displayed length is reset to 0. The clamp releases, the clutch engages, and the metal commences feeding, repeating the process. At each cut-off, 1 is added to a totalizer. (Viewed by pressing the UP button.)
The Texmate 320 Series bargraph controller samples at 50 times/second for this application. The press operates at 60 strokes/minute. The load cell output is rapidly changing up and down during each stroke of the press. The operator requires the display to be held at peak value for as long as practical. The peak display value is reset on the rising load cell signal during each press stroke. This locks the bargraph and digital display at the peak value for 0.5 seconds making the displayed values legible as required. From the digital display the overload trip setpoint is accurately adjusted. The texmate 320 Series fits to the press at 30% of the cost of a replacement control board for the original control system.
Environmental
With the mounting pressure to clean up the atmosphere, many local authorities are now legislating the maximum density of smoke released into the atmosphere from chimneys. They now require chimney output opacity (smoke density) and temperature to be monitored, averaged and recorded at one minute intervals with a date and time stamp. Texmate installed a I-series 320 Series DI-502T controller displaying the averaged opacity and minimum temperature readings. The controller can be programmed to either data log these readings every minute, or download them directly to a serial printer. After each download, the controller resets the readings for the next calculation and download.
O2 is an important parameter to measure and control in kilns and furnaces. The diagram below shows the I-series 320 Series DI-50 controller connected to a Zirconia O2 sensor with a built-in thermocouple. The controller calculates the O2 level from the temperature and mV level of the sensor. The result is then displayed on the controller. The I-series provides a reliable, cost-effective solution, enabling even very small boilers to be upgraded to reduce pollution and save on fuel costs.
Wet and dry bulb humidity measurement, using two temperature sensor probes, is perhaps the most reliable method of accurately calculating humidity for low temperature applications in industry today. Both sensors are mounted close together, with one designated the dry bulb sensor and the other the wet bulb sensor. The wet bulb is kept wet using a moistened cotton wick. The wet bulb is cooled relative to the dry bulb by heat loss due to moisture evaporation from the wet bulb wick. The rate of evaporation is dependent on the ambient temperature and humidity. From a polynomial formula entered into the controller, relative humidity (RH) is calculated from the dry and wet bulb temperatures. A I-series 320 Series controller, with a dual RTD or thermocouple input module and our relative humidity macro installed, allows you to directly display RH and temperature. This data can be used to control the temperature and humidity applications in horticulture, livestock, food processing, environmental, timber drying, and many other industries.
Frostmate is an integrated frost risk management system that reduces the risk of frost damage to an orchardist's crop. A sophisticated control and monitoring system constantly monitors the orchard environment combining both temperature and humidity to deliver a reliable prediction of frost conditions. When frost damage is imminent, the Frostmate automatically initiates the timely delivery of water spray to the area at risk, raising the humidity level. Water delivery is maintained in a continuous cycle to the affected zones until the frost conditions have abated, ensuring better crop protection and conserving resources such as water and power. Frostmate is the only frost protection system that combines environmental monitoring with automatic irrigation control. This allows the orchardist to sleep easy during potential crop damage conditions. But, for orchardists who want to be kept aware of current conditions, the Frostmate can alert them to potential crop damage conditions via text message to a mobile phone over the GPRS network. How it Works. The system consists of two boxed units. The field unit contains a temperature and relative humidity probe connected to a I-series 320 Series controller and is based in the orchard. Both temperature and humidity are displayed at the same time on the dual display. Annunciators display the frost risk in six levels ranging from low to high. The base unit contains a I-series 380 Series controller directly connected to a GPRS modem via RS-232 and is based in the packing shed or some other control area. 24 V AC power is supplied to the base unit controller from a transformer. The base unit controller then supplies 24 V AC power to the field unit controller and powers the GPRS modem with 24 V DC. The combination of temperature and relative humidity input is displayed on the field unit controller and transferred via RS-485 to the base unit controller where it is also displayed. Once the humidity compensated temperature alarm is reached, setpoint SP2 starts the sprinkler pump in the orchard. Sprinkler valves, are then pulsed ON at a defined rate in a zoned sequence until the frost danger has passed.
Feed Roller
Our customer has a feed roller system. They require to monitor and maintain a constant pressure between the two ends of the bottom roller to maintain a straight feed. The bearings at each end of the bottom roller are mounted on a separate load cell. The output from each load cell is connected directly into a I-series 320 Series controller. The controller displays the difference in pressure between load cell 1 and load cell 2. If load cell 1 is lower than load cell 2, the controller displays the negative difference. If load cell 1 is higher than load cell 2, the controller displays the positive difference. If both pressures are equal, the controller displays 0.
Filling/Dispensing
Our customer manufactures machines for loading produce into bags at preset weights. A conveyor carries the produce to the bag. The conveyor speed controller slows the conveyor when the bag nears the required weight. The bag is hung from a load cell which feeds the weight to the I-series 320 meter controller. When the bag is near the required weight, a setpoint in the meter slows the conveyor. When the bag reaches the required weight, the meter automatically compensates for produce inertia and determines when to stop the conveyor and close the conveyor feed gate. The display flashes between "BAGFUL" and "WEIGHT". The operator unclamps the bag, and the meter counts and totalizes the bag number from the bag clamp microswitch pulse. The operator fits a new bag and the clamp closes after a 1 second delay to stabalize the load cell. The operator tares the load cell input to 0, cancelling the empty bag weight. The fill cycle restarts. All program functions not used are blanked out and the setpoints are titled for ease of operation. Note: This customer was originally using a panel meter, a PLC and a motor drive for this application. Using Texmate's I-series 320 Series controller, a PLC is no longer required saving both cost and time in manufacturing.
Our customer requires varying amounts of primary and secondary chemicals to be mixed by ratio. To improve mixing, accuracy and save time, the ratio calculation is automatically performed by a macro. A container is placed on a weighing platform and the platform is tared to 0. The primary product is poured into the container. The operator enters the required mix ratio and presses the start button. A setpoint starts the secondary chemical blend pump. When the secondary product is close to the calculated mix weight ratio, the setpoint pulses the blend pump motor until the calculated weight is reached. The pump stops and is latched OFF. The display flashes to indicate the process is complete.
Our customer operates a gas dispenser that fills gas cylinders of unknown volume and calculates the cost in dollars. The meter automates the control process through a macro. In the diagram below, both valves 1 and 2 are CLOSED at the beginning of the process (the default position). When the hose connects to the gas cylinder, the safety switch triggers the macro. Valve 1 OPENS, pressurizing the small reference cylinder of known capacity, and the meter stores the pressure data measured from the pressure transducer. Valve 1 then CLOSES and valve 2 OPENS. The meter measures the pressure difference. The fill capacity is then calculated in liters by the meter from a calculation provided by the customer. Valve 1 then OPENS, filling the system and the meter calculates the cost of the fill amount in dollars. Valves 1 and 2 CLOSE and the hose is disconnected.
Our customer has a tank supported on a load cell and requires to dispense measured amounts of product from the tank. Texmate installed a I-series 320 Series DI-50E meter calibrated to indicate the product weight in the appropriate engineering units. The meter is installed with two remote push-button switches configured as TARE and TARE CLEAR. All non-application codes are blanked out. Relay 1 is connected to the tank outlet valve. The amount of product required is programmed into the meter at setpoint 1. Setpoint 1 is programmed with initial startup inhibit and relay latch OFF. (See Setpoints & Relays Supplement (NZ201) for full details.) When the TARE button is pressed: Note: The product weight reduces during dispensing, therefore the setpoint value is negative for the product taken. Up to six relays are available for batch control operations. A front panel button can be programmed to display the weight of the tank and product in pounds or kilograms. With the serial output module installed, the meter can be setup to print the dispensed product amount.
Avoid costly motor and speed controllers for filling applications by using precise digital setpoint tracking. The combination of a DI-60A programmable meter controller fitted with a smart load cell input module does just this, delivering accurate and reliable digital process control. The container is placed under the tank outlet. The start button is pressed, the display is reset to zero (Tared), the valve opens and the motor starts running until setpoint 1 is reached. The motor switches off and before the motor and pump stop completely (due to the motor inertia), the fill weight is reached and setpoint 2 is then deactivated at the fill weight and the valve closes. The filled container is removed. A new container is placed under the outlet. The start button is pressed and the fill process is repeated. Options: Text messaging for intuitive identification of setpoint and operator instructions. Second input for container positioning sensor for automation applications.Totalize total liters dispensed. Switch off at preprogrammed total. Print out to serial printer: Date / Time and liters dispensed for customer receipt applications.
Flow
Paddlewheel and turbine flow sensors are similar in operation as they rely on the energy in the flow stream to spin the rotor. The spinning rotor generates either a sinusoidal or square wave output. Most paddlewheel and turbine flow sensors use rotors with magnets embedded in each blade. The magnets are used together with a coil to produce the sinusoidal output (Hall effect sensors), or trigger an electronic switch to produce a square wave output (NPN or PNP transister output sensors). The resultant frequency is directly proportional to the flow rate.
This application covers flow rate measurement and flow totalizing using the I-series 320 Series controller. The system measures flow rate from paddlewheel or turbine sensors and provides totalizing capabilities for tracking cumulative flow volumes.
Bubbler systems are ideal for flow measurement of open channel run off systems or duct situations where debris, foam, steam, or surface turbulence makes standard methods of flow measurement impractical. Most bubbler systems require an independent pressure transmitter, a display, and a control system. Texmate have combined their new differential pressure sensor input module with the I-series 320 Series controller to perform direct pressure measurement as a complete unit. The functionality and versatility of the I-series controller provides flow, and total measurement with complete system control, monitoring and data logging.
Fluid Level
A boat builder requires to display the amount of fuel in an irregular shaped tank using a level sensor. As the output from the level sensor is not linear, a bargraph programmable meter controller is installed to linearize the signal. The digital display shows the amount of fuel in liters, while the bargraph display shows this as a percentage of the tank capacity. The actual volume of the tank is calculated for the most nonlinear areas of the tank and these are entered into the meter. Setpoints are programmed to indicate on the bargraph when the tank is 20% and then 10% full. The bargraph display is programmed to display green above 20%, orange below 20%, and red below 10% full.
Our customer has a semi-automated mixing tank and uses a level sensor to detect the tank level. The tank is filled with a primary solution to a reconfigurable percentage of the full tank, controlled by a setpoint. A secondary solution is then added by hand. Texmate installed a I-series 320 Series DI-60AT programmable meter controller (PMC). The controller is calibrated to display the percentage in hundredths of a percent (000.00%). When the pump fills the primary solution to the selected percentage, the setpoint relay stops the pump and the controller scrolls the message PUMP IS NOW OFF. The operator then adds the secondary solution to the tank, and when the level sensor senses the tank is 90.00% full, the meter display scrolls the message TANK IS ABOUT TO OVERFLOW--------TIME TO PANIC. The macro was written and compiled to control the operation of the primary solution pump and the display messages by the setpoint.
A bakery customer has two tanks containing a release agent that is sprayed into the baking trays. If the release agent runs out, the bread sticks to the trays. Two release agent drums, TANK 1 and TANK 2 are placed onto two independent load-cell platforms and both load cell outputs are connected to a dual load-cell input module installed in a DI-60AT controller. The controller is programmed to scroll a text message across the display to indicate the tank in use, and when the tank low alarms are energized. For example: TANK LEVEL MACRO The example macro has been written to
Bubbler systems are ideal for level measurement of open channel run off systems or duct and tank situations where debris, foam, steam, or surface turbulance makes standard methods of level measurement impractical. By combining their new direct differential pressure input module (IGYX/IGYY/IGYZ) with the established versatility and control functionality of their I-series 320 Series controller, Texmate can meet the challenges of level and flow measurement with added system control, monitoring, and data logging.
Irrigation
Outdoor growers in intermittent or low rainfall areas require irrigation controllers. The controller input is usually from a tipping bucket rain gauge or a flow sensor. Control requirements: If more than X amount of rain falls within a programmed time, the irrigation cycle is interrupted. If Y amount more rain falls within the programmed Off-time, the irrigation cycle is interrupted for a longer time. The DI-60A controller with alphanumeric display uses the I-series 320 Series register reset functions to reset timers and relays during setpoint activation and deactivation . Text messaging allows ease of control and setpoint identification while all the control parameters are easily programmable by the operator. Timer reset functions are automatic with optional manual override. A macro can be installed in the controller to further enhance the control functions.
Our customer requires water balance studies of water resource allocation for crop management to maximize crop yeild and reduce irrigation costs. A weather station with a I-series 320 Series controller is set up in a vineyard to measure solar radiation, wind speed, rainfall, and air temperature. A macro installed in the meter and generated by the Texmate Development Software program calculates daily evapotranspiration. The controller monitors and datalogs the environmental conditions, makes management decisions based on calculated daily evapotranspiration figures produced by the controller, and optimizes the costly application of water to the plants.
Labeling
Our customer manufactures machines for applying labels to cans. They require a controller to control the temperature of the glue and glue roller. The controller also needs to control the length of time the feed mechanism operates to feed the label over the glue roller and spin the can to apply the label. Texmate installed a I-series 320 Series DI-503 3-display programmable meter controller (PMC). Two thermocouple inputs control the temperature of the glue and the glue roller and inhibit the machine so that it will not operate unless the glue temperature is within set limits. A timer controls the clutch, which controls the label feed and can spin time. The timer is configured for 0.001 seconds resolution and is easily adjustable by the operator. A can is placed onto the machine. After 300 milliseconds the clutch operates the label feed, the can spins for 1 revolution, and then the clutch disengages and stops the can with the label attached. Clutch operating time is displayed on the primary display and glue temperature is displayed on the 2nd display. The clutch control relay operates a can counter and is displayed on the 3rd display.
Material Control
The melt pressure of a plastic extruding or moulding process is an important parameter to measure and control. However, to obtain a reliable reading of the melt pressure requires the pressure transducer to be calibrated at the melt temperature of the plastic. For moulding machines that are used with more than one type of plastic, calibration must be performed for each type. The I-series 320 Series programmable meter controller facilitates frequent calibration by using ON-DEMAND 2-point calibration. By simply pressing the program button for 4 seconds, the calibration ratings are entered. Not only that, but the I-series automatically makes use of the shunt resistor that is built into the melt pressure sensors. This means 80% of full scale pressure can be simulated at 0 pressure input by connecting the shunt resistor.
Our customer requires the amount of resin and roving used during their manufacturing operation to be calculated, monitored, and recorded on a job-by-job basis, providing them with accurate costing and stock information. Texmate installed a I-series 320 Series controller and connected it to the resin feedline flow transducer and the roving weighing platform pressure transducer. The flow transducer measures the flow of the resin used, while the pressure transducer measures the weight of glass roving used. Both measurements are displayed on the controller. From these inputs, the controller calculates and displays the ratio of glass roving to resin used. These figures can then be downloaded as a job recipe and used for future reference when the job is repeated.
Motor Control
Our customer has a motor generator set that requires to be controlled at 60 Hz output frequency. Texmate installed a DL-40F controller to measure and display the frequency and to control the motor speed control actuator via the 4-20 mA analog output. The analog output is scaled at 55 Hz for 4 mA and 65 Hz for 20 mA. The speed control actuator is set to 12 mA to govern the speed at a generator output of 60.0 Hz.
Plating Control
The customer has an application that requires to: The amp/hrs from totalizer 1 operate Setpoint 1. At programmed amp/hr intervals, a pump starts for a programmed On-time to pump replenishment chemicals to the plating tank. When Setpoint 1 energizes, totalizer 1 resets to 0, the pump cycle starts, and the amp/hrs totalizer 1 restarts. The amp/hrs from totalizer 2 operates Setpoint 2. The chemical has a total life cycle calculated in DC amp/hrs, Setpoint 2 operates an alarm advising the operator when the chemical life has been exceeded. When the chemical is changed a reset button is pressed and totalizers1 and 2 are reset to 0.
Power/Energy
Our customer supplies hot water from a heat exchanger to other users and charges them for kilowatt hours (kW.h) used. The customer supplied calculation to compile the macro was: The difference between water temperature out and water temperature returned x a factor x flow in liters per second. For flow rate in liters/min -> kW - Flowrate (1/m) / 60 x dT (C) x 4.190 -> kW - Flowrate (1/m) x dT (C) x 0.06983333 This application uses a I-series 320 Series controller with RTD Frequency RTD input module and boiler energy calculation macro Version 1.3.
It is no longer necessary to use combinations of transducers to achieve a power measurement and control system. A Texmate I-series 320 Series DI-503 meter, installed with a single-phase power input module, calculates and displays volts, amps, Hz, watts, watt hours, and power factor from a single-phase 2 or 3-wire voltage and current input. The optional relay, analog and serial outputs can be configured from all the above parameters to interface with a control or alarm system. APPLICATION CONCEPT Power factor gives an accurate measure of load change, particularly at low to medium loads, where current is dominated by it's magnetizing element. Where prompt action is required the optional relays in the I-series 320 Series meter can be used for protection against broken belts, pump cavitation, conveyor stalling and general overloads.
Demand and peak demand are important measurements for large consumers of electricity. This is because the price utilities charge for electricity is related to the peak usage of the consumer over the billing period. The Electronic Demand Meter from Texmate is ideal as a submetering system that can measure and track demand and peak demand in different parts of the factory. This information can then be used to manage the overall peak demand strategy of the factory. If the real-time clock option is installed in the electronic demand meter, the meter can log or print the time the peak demand occured. The 6 setpoints can be used for load switching or alarms. If an IWO2 watt input module is installed, the amps, volts, frequency kW, and kWh power factor readings can be viewed by using the UP and DOWN buttons. One of three different techniques can be selected to measure demand.
Our client has multiple customers on a DC power supply system and needs to know the watt hours (W.hr) or kilowatt hours (kW.hr) used by each customer. Texmate installed a I-series 320 Series DI-50E meter to measure the DC volts from the power supply on Channel 1 and the DC amps from a DC shunt on Channel 2. The meter records the result of Channel 1 x Channel 2 as W.hr or kW.hr and continually displays this on the operational display. The volt reading can be viewed by pressing the UP button and the amp reading viewed by pressing the DOWN button. The date, time, volts, amps, and W.hr or kW.hr can be downloaded to a computer or a permanently connected printer either directly, at a set capture rate, or by pressing a front-panel button. The meter has up to six relays available for alarm or control functions. The relay setpoint modes can be individually programmed to activate from any channel or result.
Process Control
In many industrial applications it is necessary to be able to control a device manually. Often a potentiometer or rotary switch is used, but this method can be too coarse and not easily repeatable. Texmate have developed a versatile and easy-to-use selection of manual stations, using their I-series 320 Series controller, that produce an accurate, digitally controlled and scaled 4 to 20 mA or 0 to 10 V output. The digital value shown on the controller display is proportional to the scaled output and is adjusted directly through the front panel buttons to ensure precise and repeatable operation.
In many industrial applications it is necessary to be able to control a device manually. Often a potentiometer or rotary switch is used, but this method can be too coarse and not easily repeatable. Texmate have developed a versatile and easy-to-use selection of manual stations, using their I-series 320 Series controller, that produce an accurate, digitally controlled and scaled 4 to 20 mA or 0 to 10 V output. The digital value shown on the controller display is proportional to the scaled output and is adjusted directly through the front panel buttons to ensure precise and repeatable operation. The auto manual station provides an automatic and manual analog control output to PLCs, process controllers, speed controllers, and actuated devices. Input to the station can be from a PLC or from almost any input sensor type. The input signal automatically controls the analog output from the auto manual station to the controlled device in the auto mode. If the operator needs to manually control the analog output independently of the input signal, the station can be switched to the manual mode using the front panel PROGRAM button. The auto manual station can then be returned to the auto mode when required by the operator. The control output will then ramp up or down at the programmed rate-of-change to provide bumpless transfer between modes. The rate-of-change is the transfer rate of the control output signal changing from the manual mode back to the automatic control output signal of the auto mode. This is set by the operator as displayed counts per second by pressing the PROGRAM and DOWN button at the same time and entering the [rAtE] menu. Manual mode control output signal high low limits can also be set.
QC Testing
Our customer requires a quality control test for watt/hour rating of electrical appliances. The test is carried out over 5 minutes. A Texmate DI-50E meter with a watt input module is installed. The meter is programmed to totalize the watt/hours when the start button is pressed. The meter totalizes the watts for 5 minutes and the watt/hour rating is held on the display. When the next appliance is connected, the start button is pressed, the meter is reset to 0 and counts the watts for 5 minutes again. A setpoint is programmed in the deviation mode to indicate PASS/ FAIL. The appliance ON-time is programmable to suit your application.
Our customer carries out stress tests on beams to determine the peak load pressure and the linear displacement reading at the point of failure. Texmate installed a I-series 320 Series DI-50E meter configured to display and hold the peak readings, load pressure on Channel 1, and linear displacement on Channel 2. The meter is configured to log data at a constant rate and download directly to a computer to calculate the rate of change
As a programmable meter controller (PMC), the I-series 320 Series is adaptable to one-off final assembly and quality control test jigs. The modular design of the PMC and the vast choice of input signal conditioning modules, allows production engineers to overcome many quality control challenges. The following battery and the lamp tests are basic examples of how the PMC can be designed into the production process.
For quality control, our customer requires to measure the resistance of hot copper coil windings. Texmate installed a I-series 320 Series DI-50E meter. A constant current is passed through the coil and the resistance calculated. To compensate for temperature variation the infrared sensor monitors the coil temperature. A setpoint indicates "PASS" or "FAIL" of the coil under test. The meter's decimal point is set for a display resolution in milliohms (0.001 ohms) The meter can be configured with temperature compensation for almost any conducting material.
Sterilization
The Texmate sterilizer controller has many new and unique features making it ideal for steam sterilizer / autoclave manufacturers and refurbishers to upgrade analog sterilizers to digital control. The controller contains all the built-in temperature control and timer functions for steam sterilizer operations in easy to program menus described below. The dual alphanumeric display with a five-button IP65 polyester faceplate, fronting a 96x48mm 1/8 DIN case, is the ideal operator interface for easy programming and displaying sterilizer menu messages. Easy front panel configuration and control using instructive programming menu messages. Selectable STERILIZE ONLY or STERILIZE AND DRY cycles. Descriptive display messages showing temperature and time remaining during each cycle. Operator adjustable drying time for drying cycle with factory programmable minimum and maximum time limits. Operator selectable sterilization temperatures with factory programmable preset temperature limits. Operator adjustable sterilization time window for selected sterilization temperature. Factory programmable minimum and maximum sterilization time limits. Over / under-temperature shutdown with scrolling display fault indication: OVER TEMPERATURE FAILURE or UNDER TEMPERATURE FAILURE. Over-temperature shutdown during drying cycle. Temperature warning scrolling display message: WARNING CONTENTS ARE HOT if the door is opened and the temperature is above the factory programmed value. Factory programmable independent PID control settings for both the sterilizing and drying cycles. RTD or thermocouple and status inputs. Relay outputs for heater / vent valve control. Optional direct serial printer output with optional print format including: date, job number for day, time related temperature and time for duration of sterilize cycle, and temperature fault indication on printout. Trend analysis using optional 4000 sample time stamped data logger. For multiple unit OEM manufacturers and refurbishers, the operating system is reconfigurable using Texmate's Development System software.
Temperature Control
Our customer has a motor generator in a large room. The room temperature is controlled by opening and closing ventilation louvers using a forward and reverse motor. When the temperature rises above the setpoint, the louver actuator motor operates for a programmed ON-time opening the louvers 10 degrees. After a programmed OFF-time, if the temperature is still above the high setpoint, the louvers open in 10 degree degree increments until the temperature falls below the high setpoint. If the temperature in the room falls below the low setpoint, the louvers progressively close keeping the room temperature within acceptable limits. Note: The relays are programmed in the repeat mode (programmable ON/OFF-time).
Our customer requires an energy efficient method of gently heating and cooling viscous solutions to assist the mixing process in the food and cosmetic industries. Texmate installed a I-series 320 Series tri-color bargraph controller to automate the process and identify the heating and cooling cycles.
Our customer has a greenhouse. The greenhouse temperature is controlled by opening and closing the roof vents using a forward and reverse motor. When the temperature rises above the setpoint, the vent actuator motor operates for a programmed ON-time opening the vents 10 degrees. After a programmed OFF-time, if the temperature is above the high / high setpoint, the vents open in 20 degree increments until the temperature falls below the high setpoint. If the temperature in the greenhouse falls below the low setpoint, the vents progressively close keeping the greenhouse temperature within required limits. Note: The relays are programmed in the repeat mode (programmable ON/OFF-time).
Our customer has greenhouses. The greenhouse temperatures are controlled by opening and closing the roof vents using a forward and reverse motor. When the temperature rises above the setpoint, the vent actuator motor operates for a programmed ON-time opening the vents 10 degrees. After a programmed OFF-time, if the temperature is above the high setpoint, the vents open in 20 degree increments until the temperature falls below the high setpoint. If the temperature in the greenhouses falls below the low setpoint, the vents progressively close keeping the greenhouse temperature within required limits. Note: The relays are programmed in the repeat mode (programmable ON/OFF-time).
Weighing
Our customer operates a fruit packhouse. His customers deliver their fruit in large bins for grading, packing and distribution. The full bins are loaded onto a conveyer and then transferred to a load cell weighing platform. The bin raises to a weigh position and then stops. After a 1 second delay (load cell to stabilize) the full bin is weighed. The bin then raises and tips the produce onto a second grading conveyer. The bin then returns to the load cell weigh position and stops. After a 1 second delay the empty bin is weighed. The I-series 320 Series controller subtracts the empty bin weight from the full bin weight. The result is the fruit weight. The bin number is counted, the fruit weight is added to the total fruit weight and the average fruit weight per bin is calculated. A serial printer connected directly to the I-series controller RS-232 serial port prints a receipt detailing the day:month:year, hrs:mins:sec, number of bins, total fruit weight and average fruit weight per bin.
Our customer operates a trucking company and requires a printed record of the weight of the load being carried. Texmate installed a I-series 320 series DI-50E meter with a permanently connected serial printer and two remote pushbutton switches. The meter is connected to the weighbridge, calibrated to read in the appropriate engineering units, and programmed for the remote tare functions with all non-application codes blanked out. The output from the weighbridge load cells is fed to the meter's input signal conditioner. The meter is programmed to tare the weight of the empty truck on the weighbridge before weighing the truck and its payload. The truck and its payload are then weighed providing a payload weight only.
Our customer operates a crane with an electromagnet to lift and weigh scrap metal. Due to residual scrap metal remaining attached to the electromagnet it needs to be set to zero regularly by the operator during daily operations. For safety reasons and accuracy, the electromagnet must be cleaned when the amount of residual scrap reaches a set limit. Texmate installed a I-series 320 Series controller to display the weight and perform the display zero operations. The controller has a manual zero with the zero offset held in non-volatile memory, therefore maintaining the zero offset value in the event of a power failure. The zero function can be programmed to inhibit the zero offset when the zero limit has been reached, preventing a dangerous over-load situation from occuring.
pH
The I-series 320 Series controller using a pH sensor input module operates directly with standard pH sensor outputs. For quick and easy sensor calibration, the I-series 320 Series controller has On-demand single and two-point calibration functions from the front panel program button. The relay outputs controlling the pH reagent are programmed in the repeat mode (programmable OFF/ON-time). After a selected time interval, the solution pH is checked (OFF-time), and if reagent is required, a programmed (ON-time) amount of the reagent chemical (acid or caustic) is added. The cycle continues until the reaction tank is at the correct pH level.